


1с производство обучение
|
ООО «Раздолье-Консалт» |
|
Курс «Производственный учет и планирование в 1С:ERP» |
|
Управляем предприятием с 1С:ERP |
|
Андрей Мироненко |
Введение
В России в последние годы взят курс на развитие собственного производства. Активно финансируется государственный оборонный заказ, падение курса рубля сделало выгодным открытие новых производственных предприятий.
В связи с этим растет потребность в программных решениях, которые смогли бы комплексно автоматизировать такие предприятия.
Если посмотреть на количество внедрений ERP-систем на российском рынке, то основными производителями программного обеспечения для комплексной автоматизации управления предприятием окажутся «1С» и известная западная система.
Традиционно считается, что продукция западного вендора качественно превосходит «1С» в части планирования ресурсов. Бытует мнение, что продукты компании «1С» – это в чистом виде учетные системы, а если речь заходит о необходимости рассчитать график производства или определить плановую потребность в персонале или материальных ресурсах, то здесь нужно или приобрести что-то «более серьезное», ну или существенно доработать типовую конфигурацию «1С».
Здесь есть определенная доля правды – эволюционно программные продукты компании «1С» ведут своё начало от потребностей российской бухгалтерии, а это действительно в первую очередь учет и здесь первенство «1С» неоспоримо. Но уже в 2005 году компания «1С» выпустила конфигурацию «1С:Управление производственным предприятием», которая поддерживала стандарты MRP, а в какой-то степени и стандарты MRP2.
«1С:Управление производственным предприятием» получился достаточно востребованным на рынке продуктом. Он совмещал традиционную надежность и качество учетных систем «1С» и предоставил интуитивно понятные средства для планирования потребностей в ресурсах. В первую очередь, ресурсах материальных – сырье, полуфабрикатах и т.д.
Наряду с подсистемой материального планирования потребностей производства в программе была реализована подсистема бюджетирования. Теперь уже нельзя было говорить о том, что конфигурации «1С» - это лишь учетные системы.
А в 2013 году компания «1С» выпустила совершенно новое программное решение для комплексной автоматизации промышленных предприятий -«1С:ERP Управление предприятием 2».
Решение оказалось настолько инновационным, что предлагаемая в нем концепция автоматизации, в определенный момент, опередила потребности рынка. В программе основной акцент был сделан на планировании и, только следствием установленного плана, являлась оперативная деятельность предприятия и её учет. Более того, формирование бухгалтерских проводок вообще не производится в оперативном режиме. Бухгалтер формирует учетную политику предприятия (правила ведения регламентного учета), а затем становится лишь контролером, который подключается на завершающем этапе работ, когда планы установлены, выполнены, и нужно подготовить регламентную отчетность.
Назвать такое решение очередной бухгалтерской программой от «1С» абсолютно неверно.
«1С:ERP Управление предприятием 2» в полном смысле система управления ERP-класса.
Но это вызвало свои сложности. Многие предприятия оказались не готовы к этому. На первых проектах внедрения «1С:ERP» у заказчиков было достаточно много претензий к системе.
Причины претензий, в основном, следующие:
-
Традиционные ожидания того, что, несмотря на всю новизну, программа останется бухгалтерской программой. Если документы не формируют проводки сразу, то «что это за программа???».
-
Отсутствие на предприятиях культуры планирования.
-
Отсутствие доступных обучающих материалов по возможностям программы «1С:ERP».
Причина номер один – это вопрос традиций и грамотного «политического» подхода к автоматизации: новая программа ничуть не умоляет важности бухгалтера на предприятии, а лишь освобождает его от рутины оперативной работы, выводя на уровень стратега и контролера – он определяет правила регламентного учета, а затем лишь контролирует их исполнение. Для этого в программе есть все необходимые инструменты, и они не менее надежны, чем ранее.
Для того, чтобы помочь заказчикам разобраться в механизмах планирования «1С:ERP», мы, Внедренческий центр «Раздолье», подготовили несколько вводных курсов по управленческим подсистемам программы.
Настоящий курс посвящен производственному планированию. Курс позволяет осваивать программу постепенно – от простого к сложному. Начнем мы с управления производством в стиле « а ля 1С:УПП» и дойдем до использования механизмов MES. Объяснение методики работы программы основано на бизнес - примерах (кейсах): кратко описывается задача, дается описание абстрактного предприятия, для которого будет проводиться настройка программы. Затем демонстрируется необходимый документооборот и отчетность.
Итерационный подход курса не предполагает, что каждое предприятие использующее «1С:ERP» обязано дойти в своей работе до использования механизмов MES. Вы вольны использовать те инструменты системы, которые вам наиболее удобны.
В курсе нет ссылок на расположение тех или иных справочников, документов, отчетов и других объектов в программе. Практически нет картинок и скриншотов. Для того, чтобы «вживую» увидеть как все работает, записан курс тематических видеолекций, ссылки на которые присутствуют в тексте.
В курсе нет глубокого погружения в технические детали, которые интересны только специалистам. Основная задача курса – создать у читателя целостную картину возможности использования механизмов «1С:ERP» для получения практических бизнес-результатов.
На кого ориентирован этот курс:
-
На руководителей и специалистов производственных и планово-экономических подразделений.
-
На руководителей и специалистов ИТ подразделений, перед которыми стоит задача выбора системы комплексной автоматизации предприятия.
-
На директоров и владельцев предприятий, которые интересуются новыми инструментами управления.
-
На всех, кто интересуется методами управления производственными предприятиями.
Какие проблемы предприятие сможет решить с помощью «1С:ERP», воспользовавшись материалами курса?
-
Ознакомиться с разными вариантами организации планирования и учета в производстве.
-
Выбрать подходящую методику управления производством.
-
Определить дальнейшие шаги по улучшению инструментов управления предприятием.
Современные методы управления производством
Прежде, чем приступить к описанию возможностей программы «1С:ERP Управление предприятием 2», хотелось бы дать краткий экскурс в терминологию и методологию.
Стандарты управления
Управление производством можно условно разделить на несколько разделов:
-
Планирование потребностей в материальных ресурсах (материалах, полуфабрикатах, деталях и т.д., необходимых для выпуска продукции).
-
Планирование потребности в производственном персонале.
-
Планирование потребности в производственном оборудовании.
-
Выдача производственных заданий, согласно определенным планам.
-
Контроль качества выполняемых работ и производимой продукции.
-
Учет результатов работ.
Один из наиболее простых стандартов управления производством - MRP (Material Requirements Planning) - охватывает только планирование и учет материальных ресурсов.
Программа, соответствующая стандарту MRP, должна на основании заданного плана производства и текущих материальных запасов на складах рассчитывать план необходимого материального обеспечения (закупок). Этот стандарт поддерживался в конфигурации «1С:Управление производственным предприятием» и получил свое дальнейшее развитие в «1С:ERP Управление предприятием 2».
Стандарт MRP со временем эволюционировал в новую версию – MRP 2. Эта версия существенно расширена, теперь необходимо управлять не только материальными запасами, но и прочими потребностями производства (персоналом, оборудованием), контролировать качество работ, формировать производственные задания, вести учет, оценивать результаты работ. Управление вышло за пределы производства и теперь необходимо увязывать возможности производства с возможностями снабжения и сбыта. Потребности предприятия должны соответствовать доступному объему финансирования.
Этот стандарт поддерживается только в одном программном продукте компании «1С» - «1С:ERP Управление предприятием 2».
Организация работ на предприятии в соответствии с этим стандартом требует комплексного осмысления всех протекающих процессов и их взаимодействий. На первый план выходит планирование действий и лишь затем их исполнение и учет.
В рамках данного руководства будет продемонстрированы возможности программы «1С:ERP», соответствующие лишь той части стандарта MRP2, которая относится именно к производству. Не будут описаны возможности программы по финансовому планированию. Информация о закупках, продажах, складской подсистеме будет дана в том объеме, который необходим для демонстрации возможностей программы по управлению производством.
Среди терминов выше отсутствует главный, который содержится в названии программы «1С:ERP Управление предприятием 2». Это «ERP» (Enterprise Resource Planning).
Стандарт управления ERP является общим описанием набора необходимых управленческих практик для комплексного управления предприятием. Производственная часть данного стандарта напрямую увязана с требованиями MRP2.
Этот стандарт (ERP) поддерживается программой «1С:ERP», на уровне ведущих иностранных программных решений. В силу того, что программа «1С:ERP» появилась совсем недавно, при её разработке использовались самые современные требования к решениям такого класса, она не содержит неизбежных исторических обременений и ограничений, свойственных конкурентам.
Методы планирования
Представим, что наше предприятие выглядит следующим образом:
-
Мы выпускаем металлоконструкции,
-
Есть три цеха – заготовительный, сварочный и сборочный,
-
Производственная цепочка выглядит следующим образом:

Как в такой ситуации можно запланировать работы?
Самый простой вариант, это получить плановый объем продаж от коммерческой службы, составить план производства для сборочного цеха, на основании потребностей сборочного цеха составить план производства сварочного цеха, затем план производства заготовительного цеха.
Таким образом, мы составили планы работ всех цехов и можем приступить к работе.
У этого подхода есть ряд очевидных ограничений:
-
Если наши фактические продажи будут меньше запланированных, то мы получим излишние запасы на складе готовой продукции. Верно и обратное – если спрос превысит исходный план продаж, мы не сможем его удовлетворить и не получим дополнительный объем прибыли.
-
Проблемы в середине производственной цепочки могут привести к образованию неликвидных запасов полуфабрикатов. Например, проблемы в сварочном цехе приведут к тому, что готовые комплекты из заготовительного цеха будут накапливаться в цеховых кладовых. Да и такая работа заготовительного цеха становится по сути убыточной – мы не сможем продать результаты его работ, соответственно, тратим материалы и платим зарплату рабочим не имея прибыли.
Этот поход к планированию производства называется «выталкивающим» : каждый производственный участок стремится выполнить свой план работ, «вытолкнуть» результат своих работ дальше по производственной цепочке.
Основной особенностью «выталкивающего» подхода к управлению является наличие планов производства / снабжения, заданных на определенный период.
Ярким примером «выталкивающего» варианта планирования является плановая экономика, существовавшая в СССР.
Альтернативой такому подходу является «тянущая» методика планирования.
Вернемся к исходному примеру. Представим, что мы определили для каждого цеха определенную норму производственных запасов в цеховых кладовых. Аналогичную норму мы определили для склада готовой продукции.
В случае, если объем запасов падает ниже нормы, формируется задание на пополнение. Для склада готовой продукции формируется задание на пополнение для сборочного цеха (заказ на выпуск готовой продукции), от сборочного цеха задание идет в сварочный цех и так далее по производственной цепочке.
Мы как бы «вытягиваем» необходимые материальные потоки, начиная от наших фактических продаж.
Существует ряд концепций управления производством основанных на «вытягивающем» способе планирования:
-
Бережливое производство (lean production),
-
Точно в срок (Just In Time, JIT),
-
Канбан.
Такая методика планирования считается наиболее оптимальной, с точки зрения задействованных материальных ресурсов. Мы не тратим материалы зря, всякое производство имеет конкретное назначение – продажи.
Но есть и определенные недостатки:
-
Потенциально мы не догружаем производственные мощности (работа ведется только если это необходимо).
-
Методика сложна в реализации – нужно грамотно определять объем нормативных запасов, чтобы компенсировать из них колебания спроса.
На данный момент «вытягивающий» способ планирования считается наиболее прогрессивным и экономически выгодным, но является достаточно «наукоемким» - предприятие должно оперативно балансировать спрос, производственную загрузку, материальные потоки и запасы.
«1С:ERP Управление предприятие 2» поддерживает как «выталкивающий», так и «тянущий» варианты построения планов.
Уровни планирования
Каждый производственный цех в своем составе чаще всего имеет ряд производственных участков.
Производственными участками для нашего сварочного цеха могут являться, например, автоматизированные сварочные линии, на которых изготавливаются узлы будущих металлоконструкций. Предположим, что у нас в цехе три такие линии, под разные типы узлов, то есть три производственных участка.
План производства, переданный сварочному цеху, содержит в себе перечень необходимых узлов, но не содержит конкретных указаний – на каком участке какой узел должен быть выпущен. Это просто план выпуска на определенный период. Такой план ещё называют «межцеховым планом».
В тот момент, когда встает вопрос о том, на каких участках, какая работа будет выполняться и в какой момент это должно происходить, мы говорим уже о внутрицеховом плане.
Иначе говоря, у нас есть два уровня планирования:
-
Планы верхнего уровня – межцеховые планы, они содержат объемы выпуска для цеха в целом.
-
Внутрицеховые планы, которые расшифровывают планы цеха до производственных заданий конкретного рабочего участка.
Этот подход, конечно, является достаточно условным. Ничто не мешает нам сразу составить подробный план на все предприятие с детализацией до каждого производственного участка. Но проработка такого плана может занять много времени. А если фактическое исполнение работ на отдельном участке будет требовать регулярного перерасчета плана всего предприятия, то это может быть неисполнимо физически – из-за ограничений вычислительных ресурсов.
Двухуровневый подход к планированию дает определенное зонирование – проблемы одного цеха, не выходящие за его пределы, не влияют на работу других цехов.
Такой подход был общепринятым на крупных советских заводах. Существовала служба ПДО (планово-диспетчерский отдел), которая входила в производственную дирекцию предприятия. Она готовила межцеховые планы на период.
А в каждом цехе был один или несколько диспетчеров (иногда они составляли планово-диспетчерское бюро цеха), которые отвечали за выдачу производственных заданий по рабочим центрам (производственным участкам) в соответствии с запланированным объемом работ всего цеха.
Из описания этой двухуровневой модели планирования может показаться, что речь идет только о «выталкивающем» методе управления производством – ведь речь постоянно идет о планах. Это не так – план работ цеха может быть заявкой на пополнение запасов для «вытягивающей» методики. И уже эта заявка будет детализироваться до внутрицеховых производственных заданий.
Этот метод управления производством используется до сих пор. Для средних, а тем более больших предприятий, сложно предложить лучший способ работы. Поэтому «1С:ERP Управление предприятием 2» в полном объеме поддерживает двухуровневый подход к планированию. Более того, на уровне внутрицехового планирования имеется широкий выбор инструментов управления производственными ресурсами.
Планирование работ внутри цеха
Количество рабочих участков внутри цеха может достигать нескольких десятков. Работа каждого участка состоит из набора операций: необходимо установить нужную оснастку (например, сверло), закрепить деталь, просверлить деталь, снять деталь, снять оснастку. У каждой операции есть своё время исполнения. Помножив операции на количество участков мы, возможно, получим уже несколько сотен параметров, которые требуется учитывать при планировании.
Как это всё можно запланировать в разумные сроки?
Есть две широко известные методики управления операциями – MES и TOC.
Методика MES (manufacturing execution system) предполагает использования специализированного программного обеспечения (чаще всего так и называется – MES-системы).
MES-система получает на вход информацию о всех параметрах цеха (производственные участки, их оборудование, производимые на нем операции, их время, доступное рабочее время каждого участка), а также информацию о потребностях в производстве в виде плана работ цеха. Для каждой производимой позиции в MES-систему загружается маршрутная карта изделия – перечень операций по участкам (производственному оборудованию), которые необходимо произвести для её производства.
После этого программа производит расчет оптимального плана работ каждого участка цеха, который конкретизируется в производственных заданиях (сменно-суточных заданиях).
По результатам реальной работы может производиться оперативный пересчет плана.
В целом это очень хорошая методика управления, если бы не одно НО – расчет такого операционного плана требует хороших вычислительных ресурсов, а необходимость в регулярном перерасчете плана может сделать такую систему планирования нереализуемой на практике.
Чтобы помочь решить проблему значительных расчетов была разработана методика планирования, получившая название «Теория ограничений». Её автором (точнее, популяризатором) является Элияху Голдратт. Основные идеи методики были кодифицированы в трех «производственных» романах - Цель, Цель 2, Цель 3.
Суть теории ограничения в следующем: производительность всей производственной цепочки определяется слабым звеном (участком с наименьшей производительностью). Поэтому ненужно планировать работу всех звенев этой цепи, достаточно сделать так, чтобы слабое звено никогда не простаивало.
Лучше всего эту идею можно понять на примере. Представим, что у нас цех механической обработки и в нем есть три производственных участка – участок сверловки, участок фрезеровки, участок рубки. В этом цехе изготавливаются валы электродвигателей. Мы берем металлический пруток, рубим его, затем фрезеруем, затем высверливаем необходимые по технологии отверстия. Производственная цепочка изготовления вала представлена на рисунке ниже:

Производительность каждого участка представлена в таблице ниже:
|
Участок рубки |
Участок фрезеровки |
Участок сверловки |
|
120 заготовок в час |
30 заготовок в час |
60 заготовок в час |
Сколько готовых валов электродвигателей мы получим за час работы такой производственной цепочки?
Не более 30 штук. Потому, что участок фрезеровки не сможет обработать больше, сколько бы ни производили остальные участки – он является «узким местом» этой производственной цепочки.
А для того, чтобы участок фрезеровки смог работать с максимальной производительностью в 30 заготовок в час, он не должен простаивать. Его работа должна быть правильно распланирована и перед ним всегда должен быть запас заготовок для обработки.
Поэтому такой подход к планированию достаточно часто называется «Барабан-Буфер-Веревка». Удар барабана – это такт планирования работ производства. Такт совпадает с циклом работы узкого места производства (в нашем примере это участок фрезеровки). Буфер – это необходимый запас заготовок перед узким местом, созданный для того, чтобы оно никогда не простаивало. Веревка - это управленческое воздействие, которое «вытягивает» работы и материалы по всей производственной цепочке в нужный момент так, чтобы узкое место не простаивало.
Теория ограничений часто вызывает следующие нарекания:
-
Есть проблемы с определением узкого места.
-
Для производств, с большим ассортиментом выпускаемых изделий, с меняющимися планами выпуска, в разный период времени узким местом может быть разное оборудование.
Решить эти проблемы позволяет использование вычислительных средств, которые динамически определяют узкие места производственных цепочек.
Одним из таких средств автоматизации является «1С:ERP Управление предприятием 2».
Управление производством без планирования
Общее описание
Рассказ о возможностях производственной подсистемы «1С:ERP» будет начат с самого простого варианта управления производством: с учета без использования каких-либо инструментов планирования.
Под инструментами планирования подразумевается механизм построения графика производства. Он здесь использоваться не будет.
В этом режиме «1С:ERP» работает в «стиле» своего предшественника «1С:Управление производственным предприятием».
Отказаться от инструментов планирования можно по следующим причинам:
-
У вас пока нет достоверной информации о нормах потребления материалов,
-
У вас нет информации о времени исполнения работ и использовании оборудования,
-
У вас сугубо проектная организация, где каждый проект это уникальный набор материалов, работ и т.д.
Первые две причины из списка – это временное препятствие. Так или иначе, следует двигаться дальше и позже вы, скорее всего, задействуете инструменты планирования в своей работе.
В случае проектной организации подсистема производственного планирования может не использоваться вообще – если речь идет об полностью уникальных по составу проектах. Если же на проектах используются какие-то типовые изделия, из которых потом собирается уникальное проектное решение, то производство типовых изделий хорошо планируется, этой возможностью системы лучше не пренебрегать.
Перед тем, как рассказать о необходимых настройках и документообороте, ознакомимся с бизнес-кейсом, на основе которого будет вестись описание возможностей программы в данном разделе.
Предприятие ООО «Конструкции из металла» занимается производством типовых металлоконструкций – опор и модулей.
Опора – это опора трубопровода, модуль – металлический ящик в котором может быть смонтировано оборудование. Все работы по изготовлению продукции ведутся в одном цехе – сборочном. В работе используются ручные электроинструменты, самодельные приспособления и сварочные аппараты.
Продукция изготавливается из листового металла, стальных прутков и уголков. В производстве задействованы рабочие сборщики и рабочие сварщики. На данный момент для продукции нет четких нормативов потребления материалов и работ.
На предприятии ведется комплексный проект автоматизации на базе «1С:ERP Управление предприятием 2». Цель проекта – повышение управляемости бизнеса, оптимизация затрат. Требуется подобрать модель управления для производства на начальном этапе проекта. Требования к модели следующие:
-
Возможность собирать производственные затраты по выпускаемой продукции.
-
Возможность получить в дальнейшем статистику потребления материалов и работ для разработки производственных нормативов.
-
Возможность в дальнейшем задействовать механизмы планирования производства.
В целом этот пример достаточно хорошо отражает широкий спектр предприятий, существующих в России на данный момент. Это цеха и небольшие заводы металлоконструкций, мебельные цеха, прочие небольшие производства с высокой долей ручного труда.
Кроме того, в ситуации, когда отсутствуют актуальные производственные нормативы, может оказаться практически любое предприятие – даже очень большое. Поэтому, как начальный этап автоматизации, этот пример будет полезен многим.
Модель управления
Предложения по организации учета следующие:
-
Используемая версия механизмов управления производством «1С:ERP» – 2.2.
-
Методика управления производством – «Без планирования графика производства».
-
Будут использоваться документы «Заказ на производство» для ручного создания производственных заданий.
В программу внесена структура предприятия, заполнен справочник подразделений, есть подразделение-диспетчер (оно же производящее подразделение) «Сборочный цех».
Заполнен справочник номенклатуры, внесены используемые материалы, готовая продукция.
Внесены два вида работ: «Сварка», «Сборка». Для сварки тариф – 500 руб. час, для сборки – 200 руб. час.
Работа в программе осуществляется следующим образом:
-
Менеджер отдела продаж в тот момент, когда ему нужно обеспечить потребности своих клиентов, создает документ «Заказ на производство».
-
В документе указывается список изделий (опор/модулей), которые необходимо произвести для клиента.
-
В документе указывается желаемая дата выпуска.
-
Документ проводится в статусе «К Производству».
-
Документы попадают в рабочее место руководителя производства (обработка «Управление очередью заказов к производству»), где ответственный сотрудник формирует этапы производства – задания, которые будут выполнять бригады рабочих.
-
При создании очередного этапа производства (производственного задания) указывается количество выпускаемых изделий, перечень необходимых материалов и объем необходимых работ. Из документа «Этап производства» можно сразу зарезервировать или запросить необходимые материалы на складе.
-
Документ «Этап производства» передается к выполнению и переходит в рабочее место руководителей бригад. Далее, для простоты, будем называть этот документ «производственным заданием».
-
Руководители бригад принимают задания в работу.
-
На основании потребностей производства осуществляется передача материалов со склада.
-
В процессе работ, по мере готовности, происходит передача продукции на склад, информация об этом вносится в программу.
-
По необходимости в программе оформляются документы выработки для начисления зарплаты рабочим – на основании выполняющихся производственных заданий.
-
Выпуск брака и дополнительная потребность в материалах отражается в самом производственном задании.
-
После того, как работа по заданию завершена, документ помечается как выполненный.
-
По завершению всех производственных заданий заказ на производство тоже отмечается выполненным. В специализированных рабочих местах предусмотрены соответствующие средства визуализации состояния дел, которые помогают оперативно менять статусы документов и создавать нужные подчиненные документы.
Схема достаточно проста и понятна, она удовлетворяет исходным требованиям комплексного учета материальных и трудовых ресурсов в производстве.
Достоинства предлагаемой схемы учета:
-
Удобные инструменты производственного учета, которые собраны в автоматизированные рабочие места.
-
Увязка потребностей производства с передачей материалов со склада. Исполняемые производственные задания определяют лимит передачи материалов со склада. Если сотруднику производства требуется получить материалы дополнительно, он должен изменить исходную потребность, что отражается в программе и доступно для дальнейшего анализа и разбирательств.
-
Возможность сразу перейти на сдельную работу в производстве. Вся работа производится в рамках производственных заданий, начисление зарплаты ведется на основании заданных объемов работ.
Кроме того, схема позволяет получить необходимую статистику для расчета будущих производственных нормативов и этим обеспечивает переход к использованию в программе механизмов планирования.
Демонстрация работы с программой «1С:ERP Управление предприятием 2» по приведенной схеме учета показана в видеолекции из полной версии курса, доступной после регистрации по ссылке: http://razdolie.ru/edu/ .
Часто задаваемые вопросы читателей
-
Зачем в программе два документа «Заказ на производство» и «Этап производства», ведь, по сути, и там и там ставится задание выпустить какой-то объем продукции?
Заказ на производство содержит некий объем работ, который нужно выполнить (произвести продукцию). Этапность работ заказа (что в каком цеху будет делаться, на каких видах рабочих центров) содержится в документах «Этап производства».
Аналогичная потребность может возникнуть и в случае, если заказ нужно выпускать отдельными партиями, эти партии тоже удобно группировать по производственным этапам.
-
По тем этапам производства, которые есть в работе, требуется передать половину листа металла, но склад не может «отрезать» половинку и отдаст целый лист. Как это оформить в программе?
При передаче материалов со склада половину листа передайте по распоряжению (на основании документа «этап на производство»), а половину в кладовую цеха. В следующий раз, когда этот материал потребуется в производстве, его можно будет получить из остатка в кладовой.
-
Мы привыкли работать со сменно-суточными заданиями, как этот документ оформить в программе?
С помощью документов «Этап на производство», выбирайте нужный перечень документов и печатайте их. Удобнее всего это делать в рабочем месте «Диспетчирование этапов».
-
Здесь ни разу не упоминалась производственная спецификация или любой другой документ, который задает нормы потребления материалов и т.п. Это нормально?
Понятно, что работать без нормативов не очень хорошо: тяжело планировать потребности производства, тяжело бороться со злоупотреблениями. Но начинать с чего-то нужно. Иногда этап разработки нормативов может сильно затянуться, это создает проблемы для всего проекта автоматизации предприятия. В таком случае, начать работать можно именно так – указывая необходимые материалы и работы в самом документе «Этап на производство» в тот момент, когда это необходимо. Со временем вы сможете легко отказаться от этой практики.
Заключение и достигнутые результаты
С помощью достаточно простых настроек и понятного документооборота программы, мы навели порядок в учете и уже выполнили часть требований стандарта MRP. Хоть здесь и говорится о том, что мы пока не используем механизмы планирования, но сами заказы на производство и их производственные этапы создают плановые потребности в материалах, которые могут быть задействованы в подсистеме закупок – для планирования закупок.
Да и сами заказы на производство могут создаваться не просто так – вручную, а на основании потребностей производственного плана (для «выталкивающего» способа планирования) или по мере необходимости пополнять нормативные запасы для «тянущей» методики.
О том, как настроить программу «1С:ERP Управление предприятием 2», чтобы эти механизмы заработали будет рассказано в следующей главе.
Примерная схема документооборота по этой модели управления приведена на рисунке ниже:
Способы создания производственных заказов
В примере выше создание заказа на производство производилось менеджером отдела продажам. Это допустимый способ работы с программой «1С:ERP Управление предприятием 2», но не самый правильный и удобный.
Какие ещё могут быть варианты создания документов производства в программе?
-
Менеджер может создать документ «Заказ клиента» и на его основании заполнить заказ на производство. Этот подход более удобен – не нужно дважды вводить одну и ту же информацию в программу.
-
Менеджеры могут создать несколько заказав клиентов, а затем диспетчер производства самостоятельно сформирует итоговый заказ на производство, который будет обеспечивать все потребности исходных заказов клиентов. Так можно определить зоны ответственности и доступа сотрудников. Также такой подход позволяет сделать работу проще, а соответственно она будет выполняться быстрее и качественнее – каждый сотрудник работает со своим типом документов, который хорошо знает.
Видеолекция, которая демонстрирует использование механизмов программы из п.1-2, находится в полной версии курса, доступной после регистрации по ссылке: http://razdolie.ru/edu/ .
-
Коммерческий отдел предприятия может формировать план продаж на период (месяц), по которому будет автоматически формироваться план производства. На основании плана производства могут создаваться производственные заказы. Этот вариант создания документов ближе всего к классической «выталкивающей» методике планирования.
-
Для склада готовой продукции будет определен норматив запасов готовой продукции. Если в процессе продаж фактические остатки по складу окажутся ниже норматива, может быть создан заказ на производство на пополнение запасов. Этот вариант реализует «тянущую» методику планирования.
Видеолекция, в которой демонстрируется использование планов и нормативных запасов для формирования заказов на производство, находится в полной версии курса, доступной после регистрации по ссылке: http://razdolie.ru/edu/ .
Практические рекомендации по использованию разных вариантов создания производственных заказов в программе «1С:ERP» следующие:
-
Создание заказов на производство на основании заказов клиентов возможно в случае, если речь идет о проектной деятельности. Здесь каждый заказ клиента имеет уникальные потребности, они реализуются отдельным заказом на производство. Иной вариант – госзаказ (оборонные предприятия т.п.), здесь заказы клиентов могут содержать серийную продукцию, но требования законодательства таковы, что необходимо отслеживать материальные потоки, относящиеся к конкретному заказу. Это реализуется специальным механизмом «обособленного обеспечения» заказов клиентов. В других случаях лучше рассмотреть более удобные способы производственного документооборота.
-
Использование плана производства доступно для предприятий с серийным производством и средне-длинным производственным циклом (от недели и более).
-
Альтернативой планам производства может быть использование варианта с контролем нормативных запасов. Исходя из оборачиваемости запасов продукции, вы определяете необходимые вам складские резервы, чтобы покрыть потребность клиентов. Если остатки оказываются ниже норматива, то производство их пополняет.
Выбор между вторым и третьим вариантом определяется следующими параметрами:
-
Срок хранения готовой продукции. Например, для пищевки в целом применим только третий вариант (поддержание нормативных запасов, которые необходимы для обеспечения текущей отгрузки), за редким исключением производства сырокопчёных, сыровяленых колбас, хамона, сыров с длительным сроком созревания – их лучше производить по планам. Вызвано это тем, что колебания спроса в период производства могут привести к затовариванию склада, что приведет к порче товара и убыткам. Здесь нужна более динамичная система формирования заказов на производство, которая будет оперативно реагировать на спрос – динамичность как раз определяется нормативом запасов, который регулируется самим текущим спросом (излишние запасы стали портиться, снизили нормативы хранения).
-
Срок производства готовой продукции – чем он короче, тем больший приоритет имеет вариант с нормативными запасами. Если цикл производства измеряется днями, то можно иметь относительно небольшие резервы товаров на складах и оперативно их пополнять по необходимости. Так исключаются проблемы затоваривания готовой продукцией.
-
Большие колебания спроса – если объем спроса гарантирован на период в месяц и более, то можно организовать производство по планам, если колебания внутри периода планирования существенны, лучше придерживаться нормативных запасов с их регулярными корректировками в зависимости от оборачиваемости товара.
Все три варианта формирования производственных заказов очень хорошо реализованы в «1С:ERP». В их технической реализации в программе нет преимуществ одного варианта перед другими, поэтому выбор должен осуществляться, исходя из реальных потребностей бизнеса.
Простое планирование материальных и производственных ресурсов
Предварительные замечания о планировании производства
Когда речь идет о планировании производства, часто путают и смешивают два понятия: планирование объема работ и производственных потребностей в материалах, персонале, оборудовании и построение графика производства.
Для того, чтобы избежать этой ошибки, хотелось бы дать следующее определение. Планирование в объемах (выпуска/потребления производства) – это, можно сказать, наши намерения верхнего уровня, которые затем серьезно уточняются и превращаются в график производства, который имеет конкретную временную привязку для непосредственного исполнителя – в какой момент должно произойти то или иное производственное событие. И этот момент – не некий период, а точная обязательная дата (а иногда и точное время) начала события.
Составление графика производства трудоемкая работа, а его исполнение требует высокой производственной дисциплины, когда всякие отклонения должны оперативно контролироваться и, при необходимости, столь же оперативно должен запускаться процесс пересчета графика работ.
Из-за того, что многие предприятия сразу стремятся перейти к построению графика работ в программе, не наведя должный организационный порядок, часто возникает ситуация, что график производства – это некая декларация «за всё хорошее», висящая на стене, которая фантастична и не обязательна к исполнению, что обесценивает саму идею столь серьезного контроля. В таком случае наводить порядок лучше другими более простыми и удобными инструментами.
Есть ещё одна серьезная проблема – график производства, рассчитанный программой, может вызывать сомнения у персонала, который из опыта, вроде как «знает как сделать лучше». Эти сомнения перерастают в недовольство и конфликты, что усугубляет ситуацию, может дойти даже до того, что срыв работ будут попытаться свалить на «неправильный» график и излишнюю регламентацию и бюрократизацию работ.
Рекомендации здесь простые – сотрудники производства сами должны захотеть заполучить удобный инструмент, который позволит им правильно распланировать свои работы. Двигаться к этому лучше «эволюционно», а не «революционно» - начав с планирования объемов производства. В программе «1С:ERP Управление предприятием 2» для этого есть все необходимые инструменты.
Использование подсистемы планирования
Представим, что на нашем примерном предприятии - ООО «Конструкции из металла» - появилась задача планировать потребности производства в материалах (для создания плана закупок), а также потребности в рабочем персонале в целях контроля занятости. Пока нам не требуется точный график производства, нужна лишь общая оценка – что нужно приобрести и сколько рабочих необходимо для выпуска запланированных на период объемов продукции.
Такая задача может быть достаточно просто решена, если воспользоваться подсистемой планирования «1С:ERP» и следующей схемой работы:
-
Для каждого артикула выпускаемой продукции мы должны определить плановый норматив потребления материалов и работ. Этот документ в программе «1С:ERP» называется ресурсной спецификацией.
-
Нужно создать и заполнить план производства (документ «План производства» программы).
-
Нужно воспользоваться прочими механизмами планирования и отчетами программы для определения, анализа и удовлетворения производственных потребностей:
-
На основании плана производства можно будет заполнить план закупок (наша потребность в материалах). На основании плана закупок можно будет создавать заказы поставщикам.
-
Отчет «Плановая потребность в трудовых ресурсах» покажет необходимый объем работ в часах. Сравнив эти данные с доступным фондом рабочего времени можно определить – требуется ли дополнительный персонал или персонала достаточно, а, возможно, количество рабочих даже избыточно под такой план производства.
Такой вариант учета является продолжением и простым развитием схемы учета, которая была показана ранее. Здесь необходимо лишь заполнить справочник «Ресурсные спецификации» для всех позиций выпускаемой продукции. Работу по созданию спецификаций может значительно облегчить то, что у нас уже есть в программе информация о расходах материалов и работ в производстве, доступная из статистики выполненных этапов производства (можно воспользоваться отчетами «Производственные затраты» и «Себестоимость выпущенной продукции»).
Что дает такой учет:
-
Мы движемся в сторону полноценного управления производством, планы позволяют увязать производимые работы и необходимые ресурсы.
-
Если у нас на предприятие используется «выталкивающая» методика управления, то план производства можно использовать для мотивации производственного персонала – это KPI эффективности их работ.
-
Если же мы, в дальнейшем, собираемся использовать «тянущую» методику, планы позволят оценить общую потребность «сверху» - достаточно ли у нас ресурсов, чтобы оперативно обеспечивать наших клиентов продукцией. Это такой комбинированный подход, где план производства – это не жесткие требования, а оценка возможностей производства.
Что здесь отсутствует? Мы пока не учитываем производственное оборудование, даже с точки зрения его достаточности. Это не ограничение программы, а ограничение исходного примера, где предполагалось, что у нас на производстве нет рабочих центров (оборудования), а вся работа ведется ручным инструментом (сварочными аппаратами, болгарками и т.д.) и его достаточно для работающего персонала. Но пример можно расширить – указав в ресурсной спецификации рабочие центры (оборудование) и необходимое время работы. После этого можно будет воспользоваться отчетом «Плановая потребность в видах РЦ» и получить такую же оценку потребности в оборудовании, как та, что была получена ранее для производственного персонала.
Видеолекция, в которой показывается как воспользоваться планом производства для определения необходимых производственных ресурсов, находится в полной версии курса, доступной после регистрации по ссылке: http://razdolie.ru/edu/ .
Динамическое обеспечение производства материалами
Прежде чем переходить к построению графика производства, хотелось бы определить ещё один «эволюционный» шаг в организации учета – управление материальными потоками в «1С:ERP Управление предприятием 2».
Представим ситуацию – у нас есть несколько этапов производства, для работы требуются материалы. Параллельно ведется закупка материалов для производства – оформляются заказы поставщикам, товары поступают на склад, товары перемещаются с других складов и т.д. Необходимо правильно увязать эти процессы в программе, чтобы сотрудники производства могли оперативно оценить картину материальных потоков и грамотно распределить свои работы (пока ещё вручную).
Для этого в «1С:ERP» ведется учет не только фактически произошедших событий, но и учет событий будущего.
В документе «Этап производства» в табличных частях содержится информация о плановых датах, когда те или иные материалы должны быть переданы со склада в елях обеспечения выполнение этапа. При проведении документа плановое движение материалов записывается в регистре программы – появляется план убытия материалов со склада.
В документе «Заказ поставщику», в свою очередь, содержится информация о том, когда материалы поступят на склад – получается план поступления материалов на склад. То же верно для распоряжений на перемещение материалов. Сам этап производства, кроме плана убытия материалов, формирует план поступления производимых изделий, которые могут использоваться для обеспечения других этапов производства и заказов клиентов.
Все эти плановые движения контролируются программой (можно их увидеть в отчете «Товарный календарь»). Более того – есть удобное автоматизированное рабочее место – обработка «Состояние обеспечения заказов» для того чтобы управлять этими движениями – балансировать плановые потребности с плановым (и фактическим) обеспечением. Управление может производиться как в ручном режиме, так и в частично и полностью автоматическом. Программа продемонстрирует вам разрывы в обеспечении (периоды, когда есть плановое списание, но этого материала на складе недостаточно и он не ожидается) и предложит варианты их устранения (сдвинуть срок отгрузки, разбить отгрузку на партии и т.д.).
Если вы хотите грамотно пользоваться программой «1С:ERP» для управления материальными потоками, то в обязательном порядке необходимо разобраться с этой обработкой и задействовать её в работе.
Видеолекция, в которой демонстрируется работа с обработкой «Состояние обеспечения заказов», находится в полной версии курса, доступной после регистрации по ссылке: http://razdolie.ru/edu/ .
Построение графика производства по материалам
Будем считать, что на данный момент мы полностью навели порядок в текущем производственном учете: информация о выполняющихся заказах оперативно вносится в «1С:ERP», материалы передаются в производство, оформляется выпуск готовой продукции, потребности производства увязаны с закупками, производство грамотно взаимодействует со сбытом. Теперь можно приступить к построению графика производства.
Наиболее простой вариант расчета графика, с которого можно начать – это использование информации о доступных материальных запасах и текущих закупках для определения момента, когда все необходимые материалы будут на складе и производственный этап может быть выполнен.
Эта схема планирования и учета выглядит следующим образом:
-
Создается заказ на производство, по заказу формируются производственные этапы.
-
На основании материальных потребностей производственных этапов формируются некий план обеспечения. Под планом обеспечения здесь подразумевается не конкретный объект программы «1С:ERP Управление предприятием 2», а совокупность мероприятий – создание заказов поставщикам, создание заказов на перемещение материалов, создание обеспечивающих заказов на производство для выпуска необходимых полуфабрикатов/узлов.
-
С использованием обработки «Состояние обеспечения заказов» определяется, когда производственные этапы исходного заказа на производство могут быть обеспечены (в текущий момент или за счет будущих поступлений).
-
Производится расчет графика производства. Программа анализирует информацию о том, когда потребности в материалах этапов могут быть удовлетворены и предлагает изменить дату начала работ по этапам.
-
Если предложенные сроки работ не удовлетворяют диспетчера, то он может перераспределить материалы между этапами (снять резерв) и провести перерасчет графика.
-
В тот день, когда материалы оказываются на складе, в интерфейсе программы становится доступна информация о том, что потребности этапа удовлетворены, он может быть запущен в работу.
-
Далее работа выполняется, как и в исходном варианте фактического учета.
Плюсы предлагаемой учетной модели:
-
Ваше производство автоматически получает исполнимый график работ (необходимые материалы есть на складе – можно начинать работать).
-
Механизм расчета такого графика производства достаточно прост и понятен.
-
Для расчета графика пока не требуется информация о необходимом оборудовании, поэтому его использование доступно даже для предприятий, где пока не наведен порядок с нормативно-справочной информацией производства. Вы можете даже не вносить ресурсные спецификации в программу, а воспользоваться этапом производства, чтобы указать его потребность в материалах – на основании этой информации будет рассчитываться график работ.
Из минусов есть только один – мы не знаем, сможет ли производство сразу начать работы по этапу, исходя из возможной загрузки производственного оборудования на тот момент, потому что не планируем пока использование оборудования. У нас есть пока часть необходимой информации, но её недостаточно, чтобы гарантировать исполнимость рассчитанного графика.
Где может применять такой способ планирования работ:
-
На любых предприятиях в процессе запуска производственной подсистемы, сразу, как только персонал достаточно освоился с возможностями программы.
-
На предприятиях, где для производства используется ручной инструмент – небольшие производства металлоконструкций, производство мебели, сборочные производства.
Главным ограничением применимости такого графика производства является наличие «узких мест» в рабочей силе или оборудовании. То есть, если при производстве всё зависит только от необходимого материала на складе, то можно смело использовать этот вариант расчета графика работ на все времена и его вполне достаточно, усложнение не принесет здесь никакого результата и только создаст лишние проблемы.
Переход на вариант планирования производства по материальным ресурсам осуществляется простой сменой значения константы «Методика управления производством» в настройках подсистемы планирования, её значение должно быть равно «Планирование по материальным ресурсам». После этого в автоматизированном рабочем месте диспетчера производства (обработки «Управление очередью заказов», «Диспетчирование этапов») будут доступны соответствующие возможности планирования. Уже выполняемые на тот момент производственные заказы и этапы потребуют перепланирования, но это не составит труда (работа ничем не отличается от планирования новых заказов/этапов).
Видеолекция, в которой демонстрируется этот метод управления производства, находится в полной версии курса, доступной после регистрации по ссылке: http://razdolie.ru/edu/ .
Построение графика производства по материалам и оборудованию
Предварительные замечания и настройки
Задача построения графика производства, который бы правильно планировал загрузку вашего производства – это вопрос в определенной степени творческий и организационный. Для каждого предприятия он требует предварительного изучения структуры производства и только потом можно дать какие-то рекомендации – как и что нужно планировать.
В связи с этим, в данном курсе не будет представлен какой-то универсальный подход к решению задачи (его нет в принципе). Вместо этого будет описано несколько возможных решений – для разных вариантов производства.
Перед тем как приступить к примерам, необходимо настроить программу под использование этого варианта планирования – требуется переключить соответствующую константу в настройках производства и выбрать значение «Планирование по материальным и производственным ресурсам».
Для тех этапов производства, которые были созданы до этого момента, будет действовать график работ, построенный на основе ограничений материалов. Переход на новую стратегию планирования больших проблем не создаст – старые заказы будут выполнены по-старому, новые – по-новому. Некоторые ошибки с планированием новых заказов в начальный период будут вызваны тем, что при их планировании не будет учитываться существующая загрузка. Эти ошибки прекратятся сразу после того, как все старые заказы будут завершены.
Терминология производственной подсистемы «1С:ERP»
-
Производящий ресурс в «1С:ERP» называется рабочим центром. Под рабочим центром может подразумеваться как производственное оборудование, так и рабочий персонал.
-
Одинаковые рабочие центры объединяются в виды рабочих центров. Планирование работ может производиться как для вида в целом, так и для каждого рабочего центра персонально.
-
Планирование работ по рабочим центрам ведется по интервалам планирования. Минимальный доступный интервал планирования в программе – один час. Интервал планирования определяет периодичность передачи результатов работ с одного рабочего центра на другой.
-
Информация о том, сколько времени тот или иной рабочий центр будет работать над изготовлением продукции, указывается в ресурсной спецификации. Также эту информацию можно внести или изменить в документе «Этап производства». При этом указывается не конкретный рабочий центр, а его вид.
-
Указываемое в ресурсной спецификации время работ рабочего центра содержит весь объем работ, включая время потраченное на подготовку рабочего центра к работе, саму работу и прочее.
-
Если на одном рабочем центре в процессе изготовления детали производится выполнение нескольких операций, и вам необходимо непосредственно контролировать эти операции, то используется инструментарий MES «1С:ERP» с соответствующими настройками, справочниками и автоматизированными рабочими местами. Более подробно об этих механизмах программы будет написано в соответствующем разделе этого руководства.
Организация простого производства
Планирование работ разнорабочих
По условиям нашего исходного примера у нас на предприятии основным производственным ресурсом являются рабочие. В работе они используют ручной инструмент, которого достаточно, а если возникает его нехватка, то его оперативно докупают. Предположим, что у нас работают 100 рабочих.
Как правильно распланировать их работу в такой ситуации?
Предлагаем следующую схему управления производством:
-
Для цеха «Сборочный цех» укажем интервал планирования «День». С такой периодичностью будут формироваться производственные задания в цехе.
-
Будем считать каждого рабочего отдельным рабочим центром. Объединим их в один вид рабочего центра – «Рабочие сборочного цеха». Внесем информацию в программу в соответствующий справочник.
-
Для данного вида рабочего центра укажем, что он будет участвовать в построении графика производства, но работа каждого рабочего центра отдельно планироваться не будет.
-
Для вида рабочего центра укажем, что он содержит 100 рабочих центров (у нас 100 рабочих), сами рабочие центры вносить в программу не будем.
-
В ресурсных спецификациях на продукцию цеха добавим этап производства, и укажем в нем наш вид рабочего центра и сколько всего человеко-часов требуется на изготовление этой продукции на этом рабочем центре.
-
Зададим доступное время работ нашего рабочего центра: количество рабочих умножить на длительность их работы в день, в нашем случае 100 рабочих * 8 часов = 800 часов в день доступно для выполнения работ.
-
Распланируем работы, построив график производства.
Пояснения к схеме:
У нашего предприятия есть производственный ресурс – 100 рабочих, которые могут выполнять работы по сборке металлоконструкций. С точки зрения планирования их занятости нам не интересно, что будет делать каждый рабочий (при условии их полной взаимозаменяемости). Поэтому нам достаточно планировать занятость всех рабочих совокупно и это совокупное доступное время и будет тем ограничивающим фактором, который необходимо учитывать при определении того когда какой этап производства можно будет запустить в работу.
Детали реализации этой схемы управления производством приведены в видеолекции из полной версии курса, доступной после регистрации по ссылке: http://razdolie.ru/edu/ .
В видео следует обратить внимание на механизм использования альтернативных рабочих центров.
У предложенной схемы есть ограничения и специфика, которые необходимо учитывать при её применении:
-
Если ваш производственный персонал не является полностью взаимозаменяемым, то его нужно разбить на отдельные виды рабочих центров – по взаимозаменяемости.
-
Если при изготовлении одной единицы продукции одновременно работают несколько рабочих, это нужно правильно учитывать при указании необходимого времени работы рабочего центра в ресурсной спецификации.
-
В случае недозагрузки производства этапы будут выполняться раньше, чем это будет указано в графике производства, посчитанном программой. Это может потребовать регулярного перерасчета графика (не более одного раза в интервал планирования).
Применимость:
Схема применима для любых предприятий, где ограничивающим производственным ресурсом являются люди. Для того, чтобы получить исполнимый график производства достаточно учитывать только их занятость и доступность материалов.
Несколько производственных этапов в одном цехе
Предположим, что описанное выше предприятие решило приобрести полуавтоматизированную сварочную линию, чтобы ускорить выпуск продукции и сократить часть персонала.
Этапы выпуска продукции сборочного цеха выглядят следующим образом:
-
Заготовка материала – рабочие раскраивают метал под узлы изделий.
-
Сварка узлов – проводятся сварочные работы по изготовлению узлов.
-
Сборка готовой продукции – из узлов собираются продаваемые изделия.
Раньше все эти этапы выполняли рабочие цеха, теперь сварочный этап будет выполняться на полуавтоматизированной сварочной линии.
Временная диаграмма работ до и после покупки нового оборудования для одного из артикулов готовой продукции выглядит следующим образом:
|
|
Заготовка материала |
Сварка узлов |
Сборка продукции |
Итого |
|
До покупки |
1 час |
14 часов |
4 часа |
19 часов |
|
После покупки |
1 час |
1 час |
4 часа |
6 часов |
Под этот вариант производства предлагаем следующую схему управления:
-
Добавим новый вид рабочего центра «Сварочные линии» и сам рабочий центр «Сварочная линия». Зададим для него доступное время работы.
-
Создадим новые версии существующих ресурсных спецификаций, которые теперь будут содержать не один этап производства, а три. В первом и последнем этапе будут использоваться, как и раньше, рабочие цеха, а во втором сварочная линия. Укажем последовательность выполнения этапов.
-
Для всех материалов и трудозатрат в спецификациях укажем, для какого этапа они предназначены. Сохраним и задействуем новые спецификации.
-
В новых заказах будем выбирать новые версии спецификации.
-
Распланируем работы.
-
По мере сокращения персонала цеха необходимо уменьшать количество рабочих центров для вида «Рабочие сборочного цеха», а также менять доступное время работы. После этого необходимо пересчитывать график производства.
Пояснения к схеме:
Схема не намного сложнее, чем исходный вариант с одним рабочим центром. Важное отличие заключается в том, что теперь на заказ будет создаваться не один этап производства, а три – в соответствии с этапами ресурсной спецификации.
Демонстрация такой настройки подсистемы управления производством «1С:ERP» приведена в видеолекции из полной версии курса, доступной после регистрации по ссылке: http://razdolie.ru/edu/ .
У данного варианта настроек есть одна показательная особенность, которая позволяет понять, как устроены механизмы планирования программы, и как их можно оптимизировать под собственные нужды.
Предположим, что нам нужно выпустить не одно изделие, а десять. Если мы посмотрим на диаграмму Ганта построенных этапов производства, то увидим следующее:

Что это значит:
-
Вначале рабочие сборочного цеха заготавливают материалы под все десять изделий.
-
Затем происходит сварка всех узлов по всем комплектам.
-
Затем, также «оптом», из узлов собирают продукцию.
И здесь у многих производственников возникнет справедливая претензия: А нам так не нравится. А как сделать так, чтобы работа шла партиями? Это позволит начать работу по заказу, если на складе ещё нет всех материалов.
Для этого в ресурсной спецификации есть соответствующий параметр «Оптимальная партия запуска». По умолчанию он равен нулю, это значит, что по этапам производства будет одновременно двигаться весь объем материалов, который необходим для выпуска всей заказанной продукции. Если вас не устраивает такой подход, то нужно указать любое значение параметра отличное от нуля и программа разобьет заказ на партии, по которым и будет загружаться производство.
В качестве примера приводим диаграмму Ганта в случае, если у нас оптимальная партия запуска равна 2 штукам.
Что изменилось: Рабочие заготовили часть комплектов материалов и передали их на этап сварки узлов, пока ведутся сварные работы, происходит заготовка следующих комплектов. Узлы приходят на этап сборки также партиями. Обеспечение партий материалами ведется тоже раздельно.
Применимость данной схемы управления:
Этот вариант настроек применим для любых типов простых производств – комбинируя этапы работ, подбирая партии запуска можно добиться нужной деталировки работ и ритмичности производства.
Ограничением применимости схемы является заданный интервал планирования. Минимальное значение для интервала в программе «1С:ERP» равно часу. Это значит, что работа будет передаваться с этапа на этап не чаще, чем один раз в час. К чему это может привести:
Представим что у нас небольшое производство рекламной продукции (вывески), где всего три этапа работ – резка основы (пластик), наклейка изображения (принт на пленке), ламинация.
Временная диаграмма работ следующая:
|
Резка |
Поклейка |
Ламинация |
Итого |
|
15 мин. |
20 мин. |
5 мин. |
40 мин. |
Начав работать в 12-00, мы получим готовую вывеску в 12-40.
А теперь построим график производства – программа распределит этапы в графике кратно часам:
|
Резка |
Поклейка |
Ламинация |
|
12-00 |
13-00 |
14-00 |
То есть, по графику мы получим нашу вывеску не ранее чем в 14-05 (ламинация занимает 5 мин). Почти на полтора часа позднее, чем работа закончится фактически.
Можно ли считать это проблемой?
В случае совсем небольших производств, с короткими этапами работ, возможно. Для более крупных предприятий – вряд ли.
К тому же, следует понимать, что заказы не изготавливаются по одному изделию, всегда есть партия запуска. Посчитаем, наше время работ для трех вывесок:
|
|
Резка |
Поклейка |
Ламинация |
Готово |
|
Факт |
12-00 + 45 мин. = 12-45 |
12-45 + 60 мин. = 13-45 |
13-45 + 15 мин. = 14-00 |
14-00 |
|
График |
12-00 + 45 мин. = 12-45 |
13-00 + 60 мин. = 14-00 |
14-00 + 15 мин. = 14-15 |
14-15 |
Уже на трех изделиях отставание графика от факта составило менее 15 минут. Получается, что даже небольшое производство может получить правильный график работ после правильной настройки системы, без каких-то доработок конфигурации.
Ещё одно замечание: все созданные этапы производства сразу доступны к просмотру и принятию в работу. Поэтому, если производство фактически будет выполнять работу быстрее, чем это запланировано по графику, то сотрудники смогут брать в работу следующие этапы раньше.
У такой схемы планирования (где есть интервал, кратно которому планируются работы) есть и определенные бонусы, о них многие забывают. Представим, что у нас в работе три заказа, они выбрали 70% доступного рабочего времени из каждого этапа производства в один интервал планирования. То есть, 30% времени результат работ этапа пролеживает перед передачей на другой этап. Это вроде бы плохо, но:
-
Это гарантирует выполнение заказов в срок. У нас есть неформальный буфер в 30% времени на всякий форс-мажор. Представим, что у нас нет такого буфера, и график строился бы «стык в стык»: клиент заказал транспорт, он приехал забирать продукцию, оборудование сломалось, мы вынуждены оплачивать простой машины. Лучше бы мы выполняли работу дольше, но выполнили её в срок.
-
Это позволяет оперативно выполнять внезапные заказы. У нас есть 30% доступного времени в каждом интервале планирования, которое мы можем задействовать, не перепланируя существующие заказы.
При настройке системы не нужно путать этап производства с операциями, производимыми на этапе. Если у вас используется сложное оборудование – например, автоматизированная сборочная линия, которая требует предварительной загрузки, настройки, а после выполнения работ её нужно разгрузить и возможно как-то обслужить, то не следует разбивать эти действия на отдельные этапы. Это один этап производства, если же нужно управлять отдельными операциями на этом этапе, то следует воспользоваться механизмами MES «1С:ERP». Такой подход тоже позволит упростить выбор интервала планирования – линия в целом работает долго, и здесь не нужна точность в минуты.
Специальные настройки производственной подсистемы
Прежде, чем перейти к примерам крупных производств, которые содержат несколько цехов, необходимо описать специальные настройки программы, которые могут быть полезны в работе.
Информация будет представлена в виде FAQ – практический вопрос и пример его реализации в «1С:ERP».
Мы не хотим запускать заказ в работу сразу, как только он создан. Нам необходимо чтобы выпуск продукции происходил как можно ближе к дате потребности. Это позволит избежать порчи товара при хранении и затоваривания складов. Как это настроить в программе?
В документе «Заказ на производство» есть параметр «Размещение выпуска». По умолчанию он заполнен значением «К началу». Это значит, что работы по заказу будут планироваться как можно раньше. Измените значение параметра на «К окончанию» и программа будет размещать этапы производства как можно ближе к желаемой дате выпуска.
Аналогично, в ресурсной спецификации на изделие на закладке «Производственный процесс» есть параметр «Ограничен срок прослеживания выходных изделий». Здесь можно указать предельный срок, в течение которого результат производства по спецификации может находиться в производственном подразделении. Исходя из этого срока, программа оптимизирует график производства.
Мы химическое производство, основным производственным ресурсом нашего предприятия является автоматизированная смешивающая линия, её работу хотелось бы планировать. Но есть особенность – перед тем как линия начнет работать, требуется 2 часа загружать её материалами и настраивать под выпуск, а после выполнения работ 1 час выгружаются готовые смеси и 1 час производится мойка емкостей линии. Нас пока не интересует контроль операций, только график работ самой линии. Как настроить программу?
Есть два варианта настроек:
-
Вы можете включить операции по запуску и завершению работ в длительность работ самого оборудования.
-
Вы можете указать предварительный и завершающий буфер в ресурсной спецификации – предварительный буфер, это работы по запуску линии, завершающий буфер – разгрузка и мойка. Значение буфера задается кратно интервалу планирования.
В вашем случае потребуется указать интервал планирования равный часу, далее воспользоваться одним из вариантов настроек.
Наше предприятие занимается производством пластиковой посуды. В пресс-форму загружаются гранулы материалов, происходит разогрев формы и выштамповка нужной продукции. Одна форма одновременно производит несколько тарелок или стаканов. Как правильно настроить вид рабочего центра под такие особенности производства?
Такое оборудование называется оборудованием с параллельной загрузкой (за одну операцию мы одновременно выпускаем несколько деталей). В настройках вида рабочего центра нужно указать, что для оборудования допускается синхронная параллельная загрузка. Для самого рабочего центра указать количество одновременно выпускаемых изделий (сколько тарелок одновременно выштамповывает пресс-форма).
На нашем предприятии используются печи, в которых производится закалка деталей (например, фрез). Печь может одновременно обрабатывать 200 деталей, но с точки зрения оптимальности загрузки производства нам удобнее работать с партиями запуска по 30 деталей. Так же разные фрезы могут закаливаться разное время, при этом они могут находиться в печи одновременно. Как правильно настроить программу?
Для вида рабочего центра «Печи камерные» требуется указать, что допускается асинхронная загрузка деталей, а в рабочем центре из этого вида указать максимальное количество деталей, которое помещается в печь одновременно.
У нас есть три сборочные линии, они абсолютно взаимозаменяемы по функционалу, но работают с разной производительностью: одна линия обрабатывает 100 комплектов в час, вторая – 70, третья – 50. Нужно ли заводить три разных вида рабочих центров и планировать их отдельно (это неудобно) или можно настроить программу как-то проще?
Можно поступить проще. Вы заводите один вида рабочего центра «Сборочные линии» в него входят три рабочих центра (три ваши сборочные линии). Для каждой сборочной линии указываете коэффициент производительности (поле «Коэффициент времени работы» в карточке справочника «Рабочие центры»). Коэффициенты такие: для первой линии – 1, для второй – 0.7, для третьей – 0.5. После этого программа самостоятельно посчитает правильный график работы.
В производстве мы используем станки с ЧПУ. Есть старые и новые модели. Новая модель отличается от старой модели тем, что на ней доступен дополнительный набор функций. Мы бы хотели, чтобы те изделия, которые можно изготавливать на старых станках изготавливались на них, но если их для выполнения всех текущих заказов недостаточно, то планировалась бы работа и нового оборудования тоже. Но если старых станков достаточно, то новые станки пусть не используются (дорогие они очень в обслуживании). Как это настроить в программе?
Заведите два вида рабочих центров (старые и новые станки с ЧПУ). И используйте альтернативные виды рабочих центров в ресурсной спецификации. В качестве основного рабочего центра у вас будет вид рабочего центра «Станки с ЧПУ старые», для него укажите альтернативный вид рабочего центра «Станки с ЧПУ новые». Программа при расчете учтет возможность замены оборудования, но применит её только если основных рабочих мощностей будет недостаточно.
Наше предприятие использует в работе дорогие металлообрабатывающие станки. На них работают высококвалифицированные специалисты, количество которых ограничено. Как правильно планировать такое производство?
Если узким местом является оборудование (его не хватает), то планировать нужно только работу оборудования. Если люди, то людей. Также можно для этапа производства указать два вида используемых рабочих центров – оборудование и люди. Но это может быть избыточно и только замедлит расчет графика производства.
Сложное производство, в котором участвует несколько цехов
Примерная схема управления
Представим, что наше исходное предприятие выросло и производство ведется теперь в нескольких цехах:
-
Заготовительный цех – заготовка и предварительная обработка материалов, с использованием станков для рубки метала и прессов.
-
Сварочный цех – сварка узлов из полученных заготовок на сварных линиях.
-
Цех покраски – окраска узлов, используются покрасочные и сушильные камеры.
-
Сборочный цех – ручная сборка готовой продукции из узлов, используется ручной инструмент.
Структура производства на нашем предприятии имеет следующий вид:

Как это изменит наши настройки программы «1С:ERP»? По сути, только количественно – у нас теперь будет несколько производящих подразделений.
Предлагаем следующую схему управления производством:
-
Заводим все необходимые цеха в программе (создаем подразделения в справочнике «Структура предприятий»).
-
Заводим и настраиваем всё необходимое оборудование (вносим виды рабочих центров и сами рабочие центры).
-
Создаем или модифицируем ресурсные спецификации под нашу структуру производственных мощностей.
-
Планируем наши производственные заказы.
Здесь не будет приводиться конкретный пример настроек программы, он содержится в видеолекции из полной версии курса, доступной после регистрации по ссылке: http://razdolie.ru/edu/ .
Настройки производства здесь не несут какой-то «эксклюзивной» информации.
Но хотелось бы остановиться на одном важном организационном моменте – как будет организован документооборот производства. Нужны ли нам заказы на производство для каждого цеха отдельно, или мы будем использовать один сквозной заказ, а выдача производственных заданий по цехам будет выполняться его подчиненными этапами производства.
Все зависит от того, какой подход к планированию мы будем использовать – «выталкивающий» или «тянущий».
Если вам перед началом очередного месяца требуется готовить персональный план производства для каждого цеха и потом производить продукцию в соответствии с этими планами, то вам нужно создавать заказы производства для каждого цеха отдельно. Ресурсные спецификации тоже должны быть разделены по цехам.
Если же вам нужно изготавливать продукцию по мере необходимости, то можно создать один заказ для последнего цеха в производственной цепочке и создать многоэтапную ресурсную спецификацию с указанием, какие этапы в каких цехах выполняются.
Хотя здесь вы можете воспользоваться и «многозаказной» схемой в разрезе цехов. Отличием от выталкивающего варианта будет то, что заказы на производство будут генерироваться по мере необходимости – потребовалось обеспечить материалами сварочный цех, создался заказ цеху заготовительному.
Есть несколько «постоянных» вопросов, которые часто возникают, если производство ведется в разных цехах. В основном они связаны с вопросами передачи результатов работы одного цеха – другому. Постараемся здесь на них ответить:
На нашем предприятии цеха удалены друг от друга, и доставка занимает достаточно много времени (в районе одного рабочего дня), как планировать такое производство?
Для «тянущей» методики управления создайте в спецификации этап «Доставка», укажите для него вид рабочего центра «Доставка из цеха 1 в цех 2». Укажите для него время доставки. Можете планировать работу это вида рабочего центра (если транспорт у вас ограничен), можете просто учитывать его для расчета времени, когда работы из цеха 1 будет передана в цех 2. Программа умеет правильно обрабатывать оба варианта. И ещё рекомендуем правильно подобрать партии запуска – под возможности транспортировки.
Для «выталкивающей» методики – правильно настройте схему обеспечения для цехов. Укажите в ней необходимое нормативное время получения продукции из цеха 1 в цех 2. Это время будет использоваться при планировании цеховых заказов.
Продукция изготавливается на территории нашего предприятия под заказ, а затем доставляется заказчику и монтируется силами наших монтажных бригад. Каждый раз время доставки разное (клиенты находятся в разных регионах), состав бригады тоже может меняться по необходимости. Можно ли нам использовать программу «1С:ERP» для планирования работ?
Можно. Правда схема планирования получится достаточно сложной, потому что сложны исходные требования (много неопределенностей):
-
Локальные производственные мощности заведите в программе как обычно.
-
Для бригад заведите отдельные виды рабочих центров по числу бригад. Для каждой бригады укажите среднее число работников как число рабочих центров. Самих работников как отдельные рабочие центры не заводите.
-
Используйте тянущую методику управления. Создавайте заказ на производство «с конца» (монтаж продукции у заказчика), под такой заказ создавайте соответствующие ресурсные спецификации, включающие этапы производства на территории предприятия, этап доставки (укажите среднее время доставки по статистике), этапы монтажа.
-
Сформируйте этапы производства по заказу, поправьте длительность этапа доставки вручную (сколько времени займет доставка для этого конкретного заказа).
-
Постройте график производства и модель с неограниченным производственным ресурсом.
-
Посмотрите по модели, сколько людей вам нужно назначить в бригаду, чтобы получить необходимую производительность этапа монтажа.
-
Назначьте людей в бригаду.
-
После назначения измените вручную доступность вида рабочего центра (соответствующей бригады).
-
Пересчитайте график производства.
Схему можно значительно упростить, утвердив стабильный состав бригад. Тогда их производительность не будет меняться, и достаточно будет лишь менять длительность этапа доставки.
Выпуск узлов, деталей, полуфабрикатов
Если у вас небольшое производство, то при изготовлении продукции не требуется учитывать промежуточные результаты работ (полуфабрикаты, узлы, детали). В некоторых случаях это вообще невозможно, например, если это производство процессное, где идет непрерывный процесс преобразования исходных материалов в готовую продукцию (переработка нефти).
Но для крупных производств, или производств, в которых промежуточные результаты имеют существенную финансовую ценность, такой учет необходим.
В программе «1С:ERP» такая задача может быть решена двумя способами:
-
Можно указывать результаты промежуточных выпусков в ресурсных спецификациях на готовую продукцию.
-
Можно выпускать полуфабрикаты отдельными заказами с отдельными спецификациями на их изготовление.
Первый способ «идеологически» близок к «тянущему» методу управления производством – есть конечная продукция, и есть промежуточные этапы и их результат – всё это увязано в одной ресурсной спецификации.
Второй способ больше подходит «выталкивающему» варианту управления: каждый цех по плану выпускает свою продукцию, для каждого цеха есть свои ресурсные спецификации, в которых в качестве материала может использоваться результат работы другого цеха.
Оба способа можно комбинировать и сочетать для разных производственных подразделений и разных производственных цепочек.
В том случае, если вы решили воспользоваться результатами промежуточного выпуска, в ресурсной спецификации нужно указать на каких этапах производится выпуск полуфабрикатов и на каких этапах эти полуфабрикаты потребляются, чтобы программа могла правильно увязать производственную цепочку.
Важную роль в учете полуфабрикатов играет механизм кладовых цеха. Это новый механизм программы «1С:ERP», с помощью которого мы можем указать для цеха его персональный склад, на котором могут числиться материалы переданные в работу, но еще фактически не истраченные. Там же учитывается и продукция цеха, которая уже выпущена, но пока не передана в другие цеха или на склады постоянного хранения. В нашем случае это наши полуфабрикаты.
Работа с кладовыми цеха позволяет значительно упростить учет незавершенного производства – он теперь сведен к достаточно простой и отработанной методологии обычного складского учета.
По ссылке http://razdolie.ru/edu/ Вы можете получить доступ к полной версии курса, где есть видеолекция, в которой показан вариант использования результатов промежуточного выпуска в ресурсных спецификациях для учета полуфабрикатов.
Отходы производства, БРАК
Для того, чтобы запланировать в программе «1С:ERP» выпуск отходов, требуется всего лишь указать их в ресурсной спецификации. Для учета отходов существует определенное правило – они всегда выпускаются по фиксированной цене, которую нужно указать заранее. Это не является ограничением системы, а продиктовано логикой производственного учета и законодательством. Для примера разберем, как будет считаться выпуск продукции нашего виртуального предприятия:
Стоимость готовой продукции + Стоимость отходов = Стоимость материалов + Трудозатраты
В этой формуле нам известна стоимость материалов и трудозатраты, а вот стоимость отходов и готовой продукции нужно рассчитать. В общем виде эта задача не решается – в уравнении два неизвестных. Зафиксировав стоимость отходов, мы получаем нужный расчет.
Какую стоимость отходов нужно указывать? Из практики, справедливой оценкой считается возможная стоимость повторного использования отходов. Если мы можем использовать отход вместо какого-то покупного материала, то стоимость отхода может считаться равной стоимости покупного материала. Но для простоты мы также можем назначить стоимость отхода равной 1 копейке, в целом это не противоречит требованиям законодательства. Главное, чтобы этот подход к ценообразованию был зафиксирован в учетной политике предприятия.
При работе с отходами часто возникают вопросы, связанные с тем, как их учитывать в программе. Особенно много проблем создает учет обрезков (листов металла, прутков, кабеля и т.п.). Здесь можно рекомендовать использовать серии и характеристики для хранения информации о длине или размерах обрезков. Ориентируясь на эту информацию, можно в дальнейшем подбирать в работу подходящие обрезки вместо целого материала.
Работа с браком в программе «1С:ERP» выглядит следующим образом:
-
Если брак возник на этапе производства, где существует выпуск (выпускается готовая продукция или полуфабрикат), то у выпускаемого изделия меняется качество. Товар признается или негодным полностью или ограниченно годным. После этого отдельным производственным заказом можно оформить задание на исправление брака или списать полностью негодный товар. Для исходного заказа, при производстве которого была выпущена бракованная продукция или полуфабрикат, возникает дефицит обеспечения, который удовлетворяется за счет автоматического формирования дополнительных заданий на производство (документов «Этап производства»).
-
Если брак возник на этапе производства, где не существует выпусков (мы не учитываем промежуточные результаты работ на этапе), то исправление брака производится за счет сверхнормативной передачи материалов в производство на тот этап работ, где обнаружен брак. Эти материалы пойдут на исправление брака.
Существуют ситуации, в которых нет возможности оперативно привязать возникшие отходы или брак к конкретным выпускаемым заказам. Это может быть вызвано особенностями самого производства или тем, что предприятию не требуется столь точный учет.
Для примера рассмотрим ситуацию деревообработки, где в процессе распилки досок возникает стружка, которая может использоваться для производства древесно-стружечных панелей (ДСП). Накопившаяся стружка убирается из производства с определенной периодичностью, которая может не совпадать с выполнением производственных заданий.
В таком случае, мы можем не указывать выпуск стружки в производственных этапах, а использовать независимый документ «Передача продукции на склад», в котором указать фактический объем стружки, полученной из цеха при уборке. Этот объем приходуется на склад по фиксированной цене. Накопившаяся в конце отчетного периода стоимость отхода, распределяется на выпущенную за этот период продукцию, уменьшая её стоимость. Сама стружка может быть передана на другие этапы производства сразу после поступления на склад.
Видео, в котором показаны механизмы программы, отвечающие за работу с отходами и браком, находится в полной версии курса по ссылке http://razdolie.ru/edu/.
Заключение и достигнутые результаты
Если ваше предприятие на данный момент воспользовалось всем тем функционалом программы, который был описан ранее, то можно утверждать, что у вас:
-
Предприятие ведет свою работу систематически, выбрав ту ли иную схему управления.
-
Продажи и производство сбалансированы, у вас нет существенных неликвидных запасов готовой продукции.
-
Потребности производства оперативно обеспечиваются закупками. На складах нет больших запасов сырья. Производство осведомлено о том, когда необходимые материалы поступят на склад и могут быть переданы в работу.
-
Сотрудники производства получили удобные инструменты для автоматического составления исполнимого плана работ, который учитывает обеспеченность производства материалами, людскими ресурсами, оборудованием.
-
Появилась возможность моделировать загрузку производства, для того, чтобы оценить, какой производственный ресурс является «узким» местом, которое мешает ускорить процесс работ.
-
Потребление материалов, работ и выпуск продукции ведется в привязке к производственным заданиям. Ведется учет отходов, брака.
Управление операциями, MES
Предварительные замечания
Рассмотрим следующую ситуацию:
Наше предприятие, ООО «Промышленная Электроника», осуществляет производство и монтаж печатных плат.
В производственной цепочке есть этап сверловки (проф. термин означающий засверливание) отверстий в пластине фольгированного стеклотекстолита (основа платы) под установку будущих электронных компонентов (микросхемы, конденсаторы и пр.). Этап выполняется на автоматизированной сверлильной линии, последовательность действий следующая:
-
Оператор выбирает программу сверловки (в каких местах платы нужно нанести какие отверстия и каким диаметром). Время выбора 2 мин.
-
Оператор загружает в лотки сверлильной линии плиты стеклотекстолита. Время загрузки 10 мин.
-
Линия в полностью автоматическом режиме осуществляет сверловку отверстий, используя сверла нужного диаметра. Время сверловки 10 мин.
-
Оператор выгружает заготовки и отправляет их на следующий этап. Время выгрузки 10 мин.
Совокупное время работ над одной партией заготовок 32 минуты. Работа первого пункта выполняется только в том случае, если меняется программа сверловки (требуется переналадка станка). Одновременно обрабатывается до 10 заготовок.
Предприятию требуется оперативно учитывать выполнение каждой операции на данном этапе, желательно в автоматизированном режиме, чтобы максимально загрузить работой дорогостоящую сверлильную линию.
Как мы можем решить эту задачу в программе?
Мы можем создать этап производства «Сверловка плат», где в качестве оборудования задействовать вид рабочего центра «Автоматизированная сверлильная линия». Минимальный интервал планирования для этапа составляет у нас 1 час (ограничения программы «1С:ERP»).
Мы сможем передавать очередную партию заготовок между этапами один раз в 60 минут, при том, что фактически выпуск длится 32 минуты. Получается, что отставание фактических работ от плана будет составлять почти 50%.
Можно ли с этим что-то сделать?
Можно не делать ничего – такое отставание будет проявляться только в том случае, если наше производство значительно недозагружено. Иначе оставшиеся 50% времени будут задействованы под работу над следующей партией деталей.
Но и в случае недозагрузки можно обязать оператора после выполнения очередного задания сразу брать в работу следующее, не дожидаясь планового срока начала работ. А раз в сутки перепланировать все заказы так, чтобы получить актуальный график работ. Это решает проблему загрузки оборудования, но появляется другая проблема – логистика и обеспечение производства материалами. График поставки материалов для производства будет строиться на датах потребности, которые изначально ошибочны.
Представим, что у нас производственных заказов на месяц вперед и нам нужно закупить под них материалы. Мы определили даты поставки, потом график производства сдвинулся, нам нужно опять перепланировать поставки, он опять сдвинулся – опять логисту нужно менять график закупок и так до бесконечности. Система не работает, и планирование опять ведется в Excel.
Это, конечно слегка надуманная проблема, её можно решить с помощью других способов обеспечения – когда закупки ведутся не под заказ производства, а под обеспечение нормативного складского запаса материалов. Тогда график закупок будет зависеть не от конкретных заказов, а от общего запланированного объема производства или от фактической статистики потребления.
Но в целом есть некая натяжка и нестыковка: у предприятия есть конкретные производственные задачи, а мы ищем обходные решения, не лучшего качества. Есть ли прямой путь?
Да, это использование в работе функционала пооперационного управления «1С:ERP», подсистемы MES.
Все предыдущие разделы курса основывались на версии программы 2.2. К сожалению, на данный момент эта версия пока не поддерживает в полном объеме функционал MES, поэтому дальнейшее описание механизмов программы будет идти на версии 2.1, с примечаниями о том, как это будет реализовано в будущем (по информации фирмы «1С»).
Таких примечаний будет не много, изменения не будут содержать кардинальных инноваций. В тот момент, когда выйдет релиз системы, содержащий новый функционал MES, всем читателям руководства, которые зарегистрировались по ссылке http://razdolie.ru/edu, будут разосланы обновления этого курса.
Когда инструменты MES не нужны
В своей практике нам достаточно часто приходилось сталкиваться с ситуацией, когда заказчик одним из требований к организации управления производством выставляет необходимость регистрации каждой операции в процессе производства.
Чаще всего обоснование у этого желания следующее: я хочу, чтобы работник отмечал всё что он делает, чтобы знать чем он занимается и за что я плачу ему деньги.
Как следствие, сразу возникает запрос об использовании инструментария MES (будем регистрировать все операции в программе).
Это желание, вполне понятное, имеет обратную сторону:
-
Отметка требует времени, это мешает работать.
-
Отметку кто-то должен контролировать.
-
«Сверхнадзор» никогда не мотивировал людей работать лучше, скорее это воспринимается как попытка «лезть не в своё дело».
Проекты с такими целями, скорее всего, встретят активное противодействие на местах и вряд ли принесут пользу предприятию. Здесь лучше использовать другие мотивационные схему – когда сотруднику предоставлена в работе определенная автономность, а спрашивают его за результат: качество выполненной работы, обработанный объем и так далее. Такой подход гораздо проще, более понятен персоналу, а результат получается не хуже, а, скорее всего, лучше.
Другой причиной использования пооперационного управления является потребность повысить загрузку оборудования. Пример такой задачи был приведен в начале этого раздела. Эту причину можно считать объективной, но есть «детали»:
-
Предположим, что наше оборудование регулярно выходит из строя или непрогнозируемо требует доналадки – это потребует регулярного пересчета графика – пооперационный график строится с точностью до минут.
-
Человеческий фактор – сотрудник был вынужден отлучиться по бытовым причинам и нам вновь нужно перепланировать работы.
Насколько часто такие отклонения будут возникать и не превратится ли наш сверхточный график работ в бесполезный документ, который придется постоянно сопровождать.
Вопрос о применимости инструментов MES – это очень сложный вопрос, который требует высокой производственной культуры и дисциплины, в противном случае проще и результативнее остановиться на поэтапном планировании и управлении работами и не углубляться в операции.
Переход к пооперационному управлению должен быть исключительно эволюционным: вы должны хорошо освоить работу с производственными этапами, оперативно обеспечивать производство материалами, правильно задействовать в программе производственное оборудование.
Реальное преимущество подсистемы MES – это возможность перейти на более точное управление производственным процессом: можно ускорить работы, можно снизить число переналадок оборудования, можно планировать использование дорогостоящей технологической оснастки оборудования. Но до этого нужно эволюционно дорасти и понимать риски.
Большим подспорьем во внедрении MES подсистемы является возможная интеграция «1С:ERP» с производственным оборудованием. Информация о рабочих заданиях выгружается непосредственно в станок (производственную линию), а по окончании работ информация автоматически поступает в программу. Здесь нет человеческого фактора, поэтому любые задержки могут рассматриваться как поломки, которые требуют срочного вмешательства ремонтной бригады. On-line контроль и управление технологическим процессом – ещё один плюс использования MES.
Если же такой возможности нет, но инструментарий MES необходим, то требуется установка автоматизированных рабочих мест, с запущенной «1С:ERP», рядом с рабочими центрами, где производятся операции. Также будут полезны методы быстрого ввода информации – штрихкодирование продукции, материалов, производственных заданий. Это позволит минимизировать время на регистрацию операций.
У ВЦ «Раздолье» есть наработки такого инструментария (интеграция с оборудованием, специализированные АРМ), которые могут быть продемонстрированы всем заинтересованным лицам.
Терминология MES
Так как инструментарий MES полностью интегрирован в «1С:ERP», то с большинством объектов подсистемы вы уже раньше встречались на страницах этого курса.
Для планирования работ (операций), как и раньше, используется оборудование (рабочие центры), трудозатраты, материалы.
Сам процесс планирования операций представляет собой дальнейшую детализацию производственного этапа до рабочих операций (пока не реализовано в программе).
Таким образом, складывается следующая иерархия документов:
-
Создается документ «Заказ на производство».
-
На основании заказ формируются документы «Этап производства» по числу этапов ресурсной спецификации. Этап производства ссылается на виды рабочих центров, которые будут задействованы на этапе.
-
На основании производственного этапа формируются документы «Маршрутный лист», которые содержат перечень операций, производимых на рабочем центре (пока не реализовано в программе).
Для создания маршрутных листов используется справочник «Маршрутные карты». Маршрутная карта является детализацией этапов ресурсной спецификации до операций. То есть, там, где раньше достаточно было указать этап производства в целом, теперь требуется указать перечень производимых на нем операций, а также нужно привязать потребляемые на этапе материалы и работы к конкретным операциям.
Для упрощения ввода нормативной информации в «1С:ERP» предполагается, что вначале вводятся маршрутные карты, а на их основании могут заполняться этапы ресурсной спецификации.
При планировании работ с использованием инструментария MES определенную роль начинает играть время переналадки и время межоперационных издержек (передача детали с операции на операцию и пр.) Поэтому в программе задействованы соответствующие справочники и регистры сведений.
Для прогнозирования и моделирования работ может использоваться справочник «Сценарии пооперационного планирования», здесь вы можете указать виртуальные рабочие центры, которые будут использоваться для построения прогнозного расписания производственных операций (можно посмотреть что будет, например, если мы увеличим число станков).
Основным управляющим справочником для составления расписания работ в подсистеме MES является справочник «Модели пооперационного планирования». Здесь вы указываете приоритеты планирования – хотите ли вы минимизировать стоимость работ или хотите ускорить выпуск продукции. Также можно указать стратегию использования оборудования – хотите ли вы его грузить равномерно по всему парку техники, или предпочитаете выполнять вся работу на одном станке.
Планирование работ в подсистеме MES идет в два этапа – вначале составляется график производства: работа распределяется по цехам, по интервалам планирования (час, день и т.д.) и по видам рабочих центров. Это уровень планирования ПДО. Затем диспетчер цеха (диспетчерское бюро цеха) составляет расписание работ цеха внутри интервала планирования – поминутно, пооперационно, по каждому рабочему центру отдельно. График производства и расписание работ строятся программой автоматически, на основании заданных параметров и ограничений.
Заполнение нормативно-справочной информации подсистемы MES
Вернемся к нашему виртуальному предприятию ООО «Промышленная электроника». Предположим, что здесь есть цех механической обработки, где исходные листы фольгированного стеклотекстолита вначале режутся на заготовки подходящего размера, а потом в заготовках производится сверловка необходимых отверстий под монтаж электронных компонентов.
Эта производственная цепочка, как и само предприятие, виртуальная! Она может не совпадать с реальными операциями, которые производятся на предприятиях такого типа. Пример взят лишь для демонстрации функционала программы.
Предположим, что резка заготовок производится на резочной линии, на вход которой подается один лист стеклотекстолита, а на выходе получается 20 заготовок.
Временная диаграмма этапа резки выглядит следующим образом:
-
Оператор производит наладку линии резки: 2 мин.
-
Оператор производит загрузку материала: 10 мин (взять лист из кладовой цеха, принести, закрепить в оборудовании).
-
Резка материала: 10 мин.
-
Выгрузка заготовок: 10 мин. (вынуть заготовки, отнести на следующий этап сверловки).
Сверловка заготовок также производится автоматизировано на линии сверловки, за один раз обрабатывается 10 заготовок. Диаграмма этапа следующая:
-
Оператор производит наладку линии сверловки: 2 мин.
-
Оператор загружает линию: 10 мин.
-
Производится сверловка: 10 мин.
-
Заготовки выгружаются: 10 мин.
В цеху используется одна линия резки и две линии сверловки.
За линией резки закреплен один оператор, который производит наладку оборудования, загрузку/выгрузку материала и деталей. За обеими линиями сверловки также закреплен один оператор, с тем же функционалом.
С целью оптимизировать скорость выпуска, производство ведется кратно 20 заготовкам (максимальная производительность линии резки). Материалы (листы стеклотекстолита) забираются из кладовой цеха, готовые заготовки (нарезанные и засверленные) укладываются в ящики для передачи в следующий цех. Производство ведется 24 часа в сутки в три смены.
Зарплата рабочих (операторов цеха) не является сдельной и распределяется на стоимость готовой продукции в конце месяца, пропорционально стоимости истраченных на производство материалов.
Графически схема производства в цехе, выглядит следующим образом:
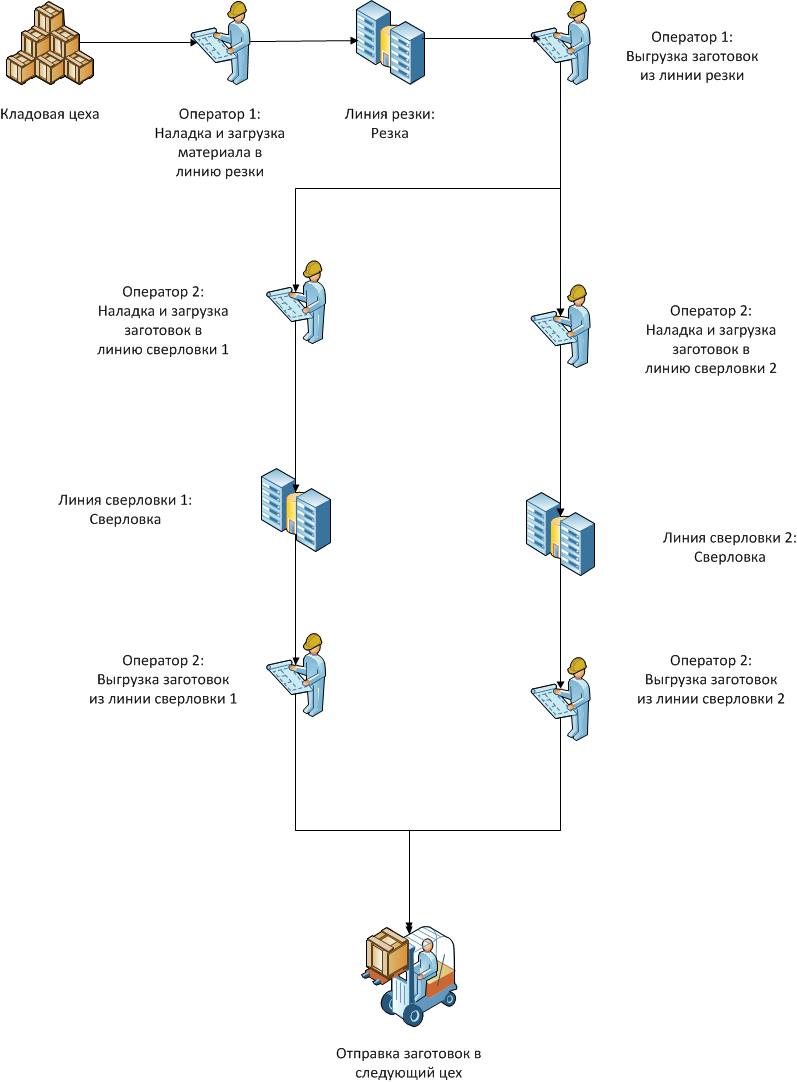
Как правильно настроить программу «1С:ERP» для управления таким производством?
Информация о производственных подразделениях
Требуется внести в программу соответствующее производственное подразделение «Цех мех. обработки». Указать, что оно является производящим и само планирует (диспетчирует) свою работу, настроить параметры планирования:
-
Интервал планирования «День» или «Час». Зависит от того, как часто вам нужно передавать готовую продукцию цеха в другие подразделения. Интервал «День» экономически более выгоден – передача производится оптом. Интервал «Час» позволяет получить продукцию по графику работ быстрее.
-
Методика управления маршрутными листами «Пооперационное планирование MES».
-
Способ пооперационного управления «Регистрация факта». В программе доступно два способа отметить выполнение операций – можно регистрировать факт начала/окончания операций («Регистрация факта»), можно регистрировать только отклонения в выполняемых работах («Регистрация отклонений»). Под отклонениями подразумеваются возникшие задержки, брак и пр.
-
Нормативное время на регистрацию выполнения операций – 15 мин. Этот параметр работает по-разному в зависимости от того, какой способ пооперационного управления выбран. Если регистрируется факт, то в случае если в течение 15 минут от планового начала операции пользователь не взял её в работу, то считается что производственное расписание не актуально (требуется перепланирование работ). Если регистрируется отклонение, то операция автоматически считается выполненной как запланировано, если от её начала прошло 15 минут, а пользователь не совершил с ней никаких корректировочных действий в программе (внес брак, задержку и пр.). Если произошедшие отклонения нарушают исходное расписание работ, то требуется его перерасчет.
Параметры описаны так подробно потому, erp-tools.ruerp-tools.ru что существенно влияют на то, как инструменты MES будут использоваться. Особое внимание нужно уделить интервалу планирования, а также способу пооперационного управления. При прочих равных рекомендуем на начальном этапе интервал планирования указывать равным дню, и регистрировать факт, с нормативным временем равным 15-30 минутам. Также настоятельно рекомендуем использовать в работе подразделения штрихкодированые производственные документы (маршрутные листы), для быстрого ввода информации в программу.
Информация о производственном оборудовании и работающем персонале
Требуется внести информацию о видах рабочих центров (линии резки и сверловки). Для каждого вида рабочих центров указываем, что допустима параллельная загрузка. Также вносится информация о времени наладок и длительности выполнения операций на оборудовании.
Для каждого вида рабочих центра заносим сами рабочие центры – две сверлильные линии и линию резки. Указываем количество параллельно выпускаемых деталей. Указываем нормативную часовую стоимость работы оборудования и стоимость переналадки – информация будет использоваться для того, чтобы оптимизировать расписание работ по цене или по скорости.
Следующий вопрос – что делать с операторами цеха?
Мы можем внести их как рабочие центры, и указать в маршрутной карте какие операции они выполняют. Можем не вносить их как рабочие центры, а время загрузки/разгрузки оборудования указать в параметрах операций резки/сверловки как подготовительно-завершающее время.
Оба варианта допустимы, в первом случае вы получите более детальное расписание работ, во втором – упростите персоналу работу. Рекомендации здесь просты – исходите из реальных потребностей бизнес: для чего вам нужно знать, как выполняются те или иные операции; что вы с этой информацией сможете сделать; не демотивируете ли вы людей лишней бюрократией.
В видеолекции в конце раздела MES показан вариант, в котором операторы задействованы как рабочие центры. Сделано это для большей наглядности, но не как руководство к действию.
После ввода видов рабочих центров и самих рабочих центров заполните их доступность на периоды составления графиков работ.
Создание маршрутной карты
Маршрутная карта вносится по аналогии с ресурсной спецификацией: только для одного этапа производства. Нужно указать потребляемые материалы, трудозатраты, выпускаемую продукцию, отходы. А также заполнить перечень операций, выполняемых на рабочих центрах.
В качестве рабочих центров можно выбирать сам рабочий центр или вид рабочих центров. В первом варианте программа будет сразу адресно планировать работу на выбранное оборудование, во втором выберет доступный рабочий центр в момент составления расписания операций.
Операции должны быть заданы точно в соответствии с технологией – в той последовательности, в которой они выполняются. Особое внимание должно быть уделено операциям, которые выполняются параллельно, иначе программа не сможет построить правильное расписание работ.
Материалы, продукция, отходы закрепляются за теми операциями в которых они потребляются/выпускаются. Материалы, которые потребляются на параллельных операциях должны быть правильно привязаны, аналогично с продукцией и отходами.
При вводе операций, стоит рассмотреть возможность использования параметра «Время ПЗ (подготовительно-завершающее)» для сокрытия ненужной детализации действий.
В маршрутной карте и операциях должна быть правильно задана кратность выпуска продукции в зависимости от особенностей тех. процесса.
Некоторые часто задаваемые вопросы и ответы на них:
На станке параллельно выпускается 10 деталей, как правильно задать маршрутную карту для этого тех. процесса?
Заполнение маршрутной карты должно вестись, исходя из одновременного выпуска десять единиц продукции.
На нашем станке используется дорогостоящая оснастка, которая тоже в дефиците. Нам нужно планировать одновременно и работу станка и использование оснастки. Как правильно настроить программу?
Заведите спец. оснастку как рабочий центр. Воспользуйтесь закладкой «Вспомогательные рабочие центры» операции. Укажите там используемую в операции спец. оснастку.
Рабочий процесс на токарном станке выглядит следующим образом: замена оснастки – 1 мин., установка обрабатываемой детали – 1 мин., токарные работы – 5 мин., снятие детали – 1 мин, чистка станка – 1 мин. Как нам правильно внести в программу эти данные?
Рассмотрите вариант отказа от использования подсистемы MES при планировании, пользуйтесь только этапами производства. Ваш тех. процесс содержит множество ручных операций, которые значительно зависят от человеческого фактора. Возможные бытовые причины (человек отлучился в туалет) приведут к тому, что вам потребуется регулярно обновлять расписание работ. На большом предприятии это работать не будет.
Если же по какой-то причине потребность в использовании MES существует, используйте параметр «Время ПЗ» для того чтобы скрыть ненужные детали. В вашем случае будет одна операция «Токарные работы» с длительностью 5 мин. Её параметр «Время ПЗ» равен 3 мин. (установка детали, снятие, чистка). Ещё минута должна быть указана как длительность наладки для вида рабочего центра «Токарные станки». Также укажите способ пооперационного управления «Регистрация отклонений» с нормативным временем на регистрацию равным минимум 30 минутам. Так вы минимизируете накладные расходы на сопровождение основного процесса работ и не будете отвлекать сотрудников по мелочам.
В разных тех. процессах есть повторяющиеся последовательности операций. Как сделать так, чтобы их можно было внести в программу один раз и использовать по необходимости?
При добавлении новой операции в маршрутную карту, можно вместо операции добавлять уже существующие в программе маршрутные карты – как вложенный маршрут. Заведите отдельные маршрутные карты на повторяющиеся операции (назовем их шаблонами) и используйте их по необходимости.
Создание ресурсной спецификации
После того, как маршрутные карты внесены, требуется создать ресурсную спецификацию.
Здесь есть интересная особенность. Вернемся к нашему цеху мех. обработки – в тех. процессе участвует несколько рабочих центров, нужно ли это считать многоэтапным процессом? Нет, не нужно – иначе программа будет планировать работы по каждому виду рабочих центров отдельно в разные интервалы планирования, и расписание работ будет не правильным. У вас должна быть одна маршрутная карта на весь тех. процесс изготовления заготовок (резка + сверловка + сопутствующие операции) и одна ресурсная спецификация с одним этапом. Его нужно будет заполнить на основании созданной маршрутной карты.
В остальном заполнение ресурсной спецификации не имеет никаких отличий от того, что делалось ранее.
Схема работы подсистемы MES
В программе у нас настроены производственные мощности, внесены маршрутные карты и ресурсные спецификации, создан заказ на производство – можно приступать к планированию.
Работа ПДО и службы производственной логистики:
-
По заказу создаются этапы производства.
-
Этапы обеспечиваются материалами.
-
Формируется график производства – этапы распределяется по цехам, по видам рабочих центров, по доступным интервалам планирования. График сохраняется.
Работа диспетчера цеха (пока не реализовано в MES версии 2.2, но доступно в версии 2.1):
На основании созданных этапов производства формируется детальное расписание производства в цехе (сейчас эта информация хранится в документе «Маршрутный лист»). Используется АРМ «Диспетчирование производства MES». При формировании расписания учитывается выбранная модель планирования (критерии оптимизации расписания).
В расписании точно указано – в какой момент времени, какая операция будет выполняться на том или ином конкретном рабочем центре.
После сохранения расписания, операции доступны в АРМ оператора оборудования «Выполнение операций». В зависимости от того какой способ пооперационного управления выбран в подразделении, оператор должен или отмечать производимые операции (принимать их в работу/отмечать завершение) или регистрировать только возникшие отклонения в тех. процессе (брак, задержку начала работы и т.д.).
Далее как обычно - материалы передаются в производство, продукция приходуется на склад, оформляется выработка сотрудников, для сдельных работ.
Если в процессе работы возникли задержки, то в АРМ диспетчера цеха «Диспетчирование производства MES» появляется индикация проблемы. Он заново рассчитывает расписание работ.
В некоторых случаях задержки могут повлиять не только на состояние дел внутри цеха, но и на весь процесс производства в целом (когда заказ производства выполняется по нескольким цехам). В такой ситуации автоматически производится индикация проблемы в рабочем месте сотрудников ПДО. Будут показаны проблемные заказы и этапы производства (пока не реализовано в части MES версии 2.2). Специалист ПДО может заново построить график производства, чтобы устранить расхождения.
Видео, в котором демонстрируется использование подсистемы MES, находится в полной версии курса по ссылке http://razdolie.ru/edu/ .
Заключение и достигнутые результаты
Воспользовавшись достаточно простыми настройками программы и типовым функционалом «1С:ERP» мы смогли закрыть все потребности производства в планировании:
-
Расписание работ строится с точностью до 1 минуты.
-
При планировании учитываются все тонкости технологического процесса.
-
Ведется планирование работ, оборудования, персонала, спец. оснастки.
-
Всем участникам процесса предоставлены удобные автоматизированные рабочие места в программе.
-
Возникшие проблемы в работе производства, автоматически эскалируются до нужного уровня принятия решений, для их автоматизированного устранения.
Функционал MES программы открыт для доработок – вы можете достаточно легко, средствами платформы «1С» или с помощью механизма внешних компонент «1С» подключить и управлять из программы любым производственным оборудование, которое имеет интерфейс обмена данными. Где-то услышали о том, что «1С» - это только бухгалтерия? Это глупо. Скорее всего, автор высказывания просто плохо разбирается в предмете.
Возможность управления крупным производством в «1С:ERP» на примере судостроительной отрасли
Предварительные замечания
Данный раздел не будет содержать детального описания всех особенностей настройки программы под такие задачи, скорее это общие соображения, которые могут быть полезны тем, кто озадачен выбором будущей системы управления предприятием.
Рассмотрим особенности судостроения:
Каждое судно это отдельный проект, который чаще всего имеет целевое финансирование.
Срок выполнения проекта измеряется несколькими месяцами, а иногда и годами. Существенная часть времени уходит на составление нормативно-справочной документации проекта. Иногда проектирование корабля ведется параллельно с его постройкой.
Постройка корабля это сочетание «тянущих» методов управления на верхнем уровне (все судостроительное предприятие работает с одной целью – выполнить проект) с серийным «выталкивающим» производством отдельных цехов.
Производственные мощности могут располагаться на значительном удалении друг от друга – площадь судостроительного завода измеряется десятками квадратных километров. Внутренняя транспортировка покупных и готовых узлов может требовать использования железнодорожного транспорта.
Работы производства должны быть полностью сбалансированы с логистикой, как внутренней, так и внешней.
В общем, это крайне сложное производство, сопоставимое по сложности с ракетно-космической отраслью. По длительности работ оно превосходит авиапромышленность, по сложности сравнима с ней.
Примеры использования функционала «1С:ERP» для управления судостроительным заводом
Управление нормативно-справочной документацией проекта
«1С:ERP» не содержит встроенных инструментов САПР, но поддерживает широкие средства интеграции с другими программами. В систему можно загрузить документ любого формата, основное требование – наличие описания структуры загружаемых данных.
Существует множество готовых обработок на языке «1С», которые обмениваются данными с различными CAD системами. У специалистов компании ВЦ «Раздолье» был опыт проектирования интеграции «1С:УПП» и «1С:ERP» с несколькими различными решениями.
С учетом богатых возможностей «1С:ERP», нет никаких сомнений в том, что программа имеет достаточный функционал в части организации нормативно-справочной информации для работы в отрасли.
Ещё несколько плюсов программы:
-
Возможность хранения версий объектов. В момент проектирования судна достаточно часто приходится вести разработку документации итеративно – конструктор предлагает проектное решение, которое согласуется и уточняется технологами и снабженцами. Иногда решений несколько, иногда требуется «откатиться» на предыдущую версию документа. Всё это возможно организовать в «1С:ERP».
-
Возможность согласования проектных документов – этот функционал в упрощенном виде доступен в самой «1С:ERP», но наличие «бесшовной» интеграции с «1С:Документооборот» позволяет решить проблему согласования документов любой степени сложности.
-
Возможность хранения внешних файлов и интеграция файлового архива со справочниками программы. Достаточно часто, в дополнение к производственному нормативу (ресурсной спецификации), требуется иметь доступ к эскизу изделия. «1С:ERP» позволяет при необходимости прикрепить внешний файл к любому справочнику и документу. Для внешних файлов также доступна возможность хранения версий.
Управление проектами
Так как судостроение – это проектная работа, то важную роль играют соответствующие инструменты проектного управления. Что здесь может предложить «1С:ERP»?
-
Наличие «бесшовной» интеграции с «1С:Докумнетооборот» позволяет получить программное обеспечение не уступающее по функционалу программе «Microsoft Project».
-
Возможность интеграции «1С:ERP» с решениями компании «Primavera Systems» позволяет вести управление проектами судостроения в привычной среде и выгружать сформированные проектные задачи в «1С:ERP», где они будут использоваться для управления предприятием.
-
Наличие готовых специализированных доработок «1С:ERP» для проектного управления поможет полностью отказаться от дополнительных инструментов.
Целевое проектное финансирование
Корабли никогда не строятся просто так – на продажу, чаще всего есть конкретный заказчик, который уже внес существенный аванс и хочет знать, на что тратятся его деньги.
Если речь идет о военном или государственном заказе, то эти требования ещё строже. Чем здесь может помочь «1С:ERP»?
В программе есть «разделитель» учета – направление деятельности. В случае судостроения – это будет проект. В соответствии с направлениями деятельности можно делить доходы и расходы, и денежный поток. Достаточно легко типовыми средствами можно настроить систему финансового бюджетирования по проектам и организовать необходимое казначейство.
С 2015 года в программе поддерживаются требования ФЗ-275.
Хотелось бы также заметить, что ВЦ «Раздолье» является признанным лидером в автоматизации оборонных предприятий и у нас есть обширные собственные разработки в этой области. Более того – уже выполнено несколько проектов автоматизации оборонных предприятий на «1С:ERP», где одним из главных требований заказчика было требование организовать раздельный позаказный учет.
Управление закупками
Судостроительное предприятие закупает массу материалов, деталей, готовых узлов и оборудования. Важным требованием может стать организация раздельных закупок, когда заказчику судна требуется знать, что и в каком объеме закупалось, под какие нужды было истрачено.
Здесь помогут механизмы обособленного обеспечения «1С:ERP». Вы можете привязать все закупки к назначениям (вашим проектам) и отследить в программе судьбу любой номенклатурной позиции, как бы она не перемещалась по складам и подразделениям.
Управление продажами
Продажа судна является достаточно сложным, многоэтапным переговорным процессом. Здесь нам поможет подсистема CRM «1С:ERP», а также интеграция с «1С:Документооборот»:
-
Вы можете вести в программе полноценную предпродажную деятельность: назначать и контролировать встречи, переговоры, звонки.
-
Вы можете воспользоваться встроенным почтовым клиентом программы так, чтобы никакая коммерческая информация не потерялась.
-
Вы можете выстраивать в программе бизнес-процесс продажи и контролировать этапы, строить воронку продаж.
-
Проектные документы (коммерческие предложения, проекты договоров и соглашений) могут храниться и согласовываться в программе.
-
Вы можете организовать в программе электронный секретариат – все ваши входящие и исходящие будут доставлены по назначению, и вы сможете контролировать срок реакции и предпринятые действия.
-
Это всё интегрировано между собой и интегрировано с прочими подсистемами «1С:ERP» - сделка из CRM превращается в юридический договор, он согласовывается в программе, планируется проект, проект превращается в заказ на производство и так далее. С этим увязываются идущие параллельно переговоры с заказчиками/поставщиками.
-
Итоги всех мероприятий можно вывести в подсистеме мониторинга целевых показателей (проектов) и управлять работами в режиме on-line.
Управление производством
Хоть судостроительная отрасль и является крайне сложной, но эта сложность скорее «количественная», чем «качественная». Главное здесь выбрать правильные инструменты управления из «1С:ERP» и тогда проблем не будет.
Что можно порекомендовать:
-
Разумно пользуйтесь «тянущей» методикой управления – ваш проект – это заказ, под который работает все предприятие.
-
Используйте планы производства для цехов с серийным выпуском. Заполняйте планы автоматически, на основании потребностей выполняемых проектов с учетом серийности производства.
-
Пользуйтесь тем, что в производственные этапы можно по необходимости добавлять материалы и пр. Это поможет решить проблемы вызванные тем, что в момент запуска проекта у вас еще нет всей проектной документации.
-
Используйте схемы обеспечения, указывайте нормативные запасы материалов – это облегчит планирование и позволит автоматизировать процессы обеспечения производства материалами.
-
Подходите разумно к описанию технологий производства в программе. Лишняя детализация может оказать дурную услугу. Пусть процесс здесь будет итеративный.
-
Активно используйте механизм дополнительных реквизитов объектов программы: характеристики и серии номенклатуры. Используйте их для получения «универсальных» ресурсных спецификаций, которые будут автоматически перерасчитываться в программе по заданным параметрам необходимых изделий.
-
Создайте в программе процессы управления мастер-данными производства (используйте связку с «1С:Документооборот»).
-
Объедините ваших логистов и диспетчеров производства через механизмы обеспечения. Если они будут работать одной командой, то проблем в производстве станет гораздо меньше.
-
Организуйте в цехах автоматизированные рабочие места, для кладовщиков, расчетчиков, сотрудников производства – это позволит управлять предприятием в режиме on-line.
-
Настройте автоматизированную загрузку конструкторской и нормативной документации на проект из CAD систем. Автоматизируйте процессы согласования документов в программе. Это значительно ускорит работы.
-
Обращайтесь в компанию ВЦ «Раздолье», у нас работают специалисты, которые достаточно долго работали в отрасли и знают специфику сложных производств.
Всё это достаточно банальные рекомендации и вряд ли они станут каким-то «откровением». Но основные задачи производства в судостроении совпадают с задачами других производственных предприятий, только они могут быть усугублены масштабом завода. Поэтому важным этапом для любых управленческих мероприятий здесь всегда будет этап планирования и организации работ, а также наличие квалифицированных специалистов.
Заключение
Можно ли использовать «1С:ERP» в судостроении, авиастроении и т.п.? Можно, и это не «агитка», а результат длительных размышлений и моделирования, проведенного сотрудниками ВЦ «Раздолье». Кроме наших наработок в этом направлении, есть примеры уже работающих решений или проектов автоматизации, которые находятся в той или иной стадии готовности у других партнеров компании «1С».
Будут ли здесь требоваться доработки программы? Наверное да, в основном они будут связаны с организацией процесса проектного управления. Хотя можно будет попробовать воспользоваться готовыми инструментами.
Потребуются ли здесь какие-то «фантастические» аппаратные ресурсы (сервера и пр.)? Скорее всего, потребуется обновить часть парка техники. Но эти вложения будут необходимы вне зависимости от того, выберите вы «1С:ERP» или программу управления предприятием, выпускаемую какой-нибудь известной иностранной фирмой.
Другое дело, что разница в цене проектов внедрения этих программных продуктов будет такова, что в случае выбора «1С:ERP», вы за меньшую сумму не только оплатите весь проект автоматизации, но и купите на остаток средств все необходимые сервера. И еще останется денег на мотивационный фонд для участников проекта.
Заключение
К сожалению, в одном курсе невозможно осветить все вопросы, которые связаны с использованием «1С:ERP» в производстве.
Мы постарались здесь дать вам наибольшее количество живых примеров практического использования программы в вашей работе. Надеемся на то, что они были и будут вам полезны. Материалы курса будут дополняться, мы будем рассылать обновления курса всем тем, кто зарегистрировался у нас на сайте (регистрация по ссылке http://razdolie.ru/edu/).
Мы планируем и дальше рассказывать о примерах использования программы «1С:ERP». Это будут похожие курсы по функционалу программы (бюджетирование и планирование, продажи, закупки, логистика) – регистрируйтесь, и мы оперативно пришлем обновления курсов и новые материалы.
Позже будут выпущены обучающие материалы, в которых будут даны примеры настройки и использования программы в отдельных отраслях – химии, пищевой промышленности, машиностроении и т.д. Будем рады получить ваши предложения о том, что бы вы хотели узнать о программе.
Специалисты компании «Раздолье-Консалт» проводят бесплатные выездные экспресс-обследования, мы готовы приехать к вам и оценить стоимость работ по автоматизации вашего предприятия и тот бизнес результат, который будет получен после внедрения программы. Выезд в Москву и Подмосковье бесплатный, в случае выезда в регионы необходимо оплатить проезд и проживание специалистов компании (рабочая группа экспресс-обследования 1-2 человека).
Если вы сами являетесь фирмой-внедренцем продуктов компании «1С» и вам нужна помощь на проекте, мы готовы оказать методические услуги и услуги шеф-монтажа. Также мы готовы провести совместные семинары для ваших потенциальных клиентов.
Об авторах
Мироненко Андрей Александрович
В 1997 году закончил Волгоградский Государственный Университет, специализация «Прикладная математика и мат. методы в экономике».
Более 10 лет проработал руководителем ИТ подразделений крупных промышленных предприятий.
В том числе:
-
Волгоградский региональный филиал торговой сети «Пятерочка», Руководитель ИТ отдела.
-
Волгоградский мясокомбинат, Заместитель генерального директора по ИТ.
-
Волгоградский судостроительный завод, Заместитель генерального директора по ИТ.
-
Группа компаний Новокор (производство и оптовая торговля сантехникой и обоями), Директор ИТ.
-
Группа компаний Акцент (многофпрофильный промышленный холдинг), Директор ИТ.
С 2014 года работает руководителем корпоративных проектов во Внедренческом центре «Раздолье», заказчики проектов дочерние предприятия Роснано, Ростех, ТехМаш.
Специализация: автоматизация управленческого учета (производство, продажи, логистика, бюджетирование).
Грибков Евгений Александрович
В 2001 году закончил Ульяновский Государственный Университет, специализация «Теоретическая физика».
С 2000 года Евгений Александрович работает во Внедренческом центре «Раздолье». В настоящее время – руководитель Внедренческого центра.
В настоящий момент ВЦ «Раздолье» является одним из лидеров в России по количеству завершенных и выполняемых проектов внедрения «1С:ERP Управление предприятием 2».
Грибков Евгений Александрович имеет ряд публикаций в отраслевых СМИ и выступлений на выставках и конференциях.
О компании ВЦ «Раздолье»
Внедренческий центр «Раздолье» - один из ведущих партнеров фирмы «1С», имеющих статус «1С:Центр компетенции по ERP-решениям». Технология выполнения проектов ВЦ «Раздолье» сертифицирована на соответствие международному стандарту качества ISO 9000.
Внедренческий центр «Раздолье» основан в 2000 году и с момента своего образования специализируется на выполнении проектов автоматизации производственных предприятий на базе программных продуктов «1С:Управление производственным предприятием 8» и «1С:ERP Управление предприятием 2». В настоящее время ВЦ «Раздолье» занимает лидирующее место по количеству завершенных проектов автоматизации на «1С:ERP Управление предприятием 2».
Наибольшие компетенции ВЦ «Раздолье» имеет в автоматизации предприятий машиностроения, химической промышленности и пищевой промышленности. Традиционно, специалисты ВЦ «Раздолье» занимаются автоматизацией не только финансовых функций на предприятиях, но и оперативного управления и планирования (включая производственное планирование).